Location:Home > APPLICATION
-
 2023-09-26
2023-09-26What is the difference between DR, CR, and film imaging?
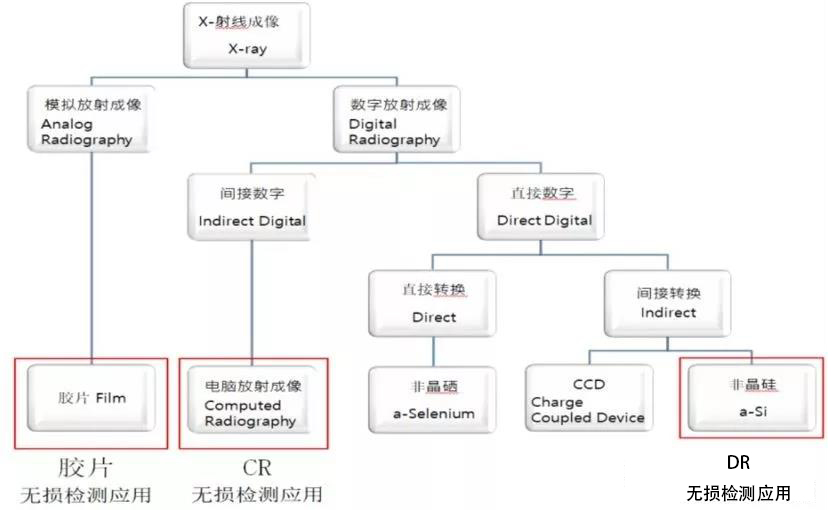
1、 Imaging Principles (1) DR is a direct conversion technology for X-rays, which uses flat panel detectors to receive X-rays. Flat panel detectors include CCD, amorphous silicon, amorphous selenium, and other types. The crystal circuit covered by the detector directly converts X-rays into digital current. (2) CR is an indirect conversion technology for X-rays, which uses an image board as an X-ray detector. The image board immediately emits fluorescence after being irradiated by X-rays. During this process, nearly half of the energy of X-rays is lost, and residual X-ray intensity changes in spatial images are stored in the form of latent images. The latent image signal decays over time. When the scanner scans the image board, the latent image signal is converted into visible light by laser and sent to the computer for imaging through the photoelectric system. (3) X-ray film imaging technology is the process of X-ray irradiation on the emulsion layer of the film, where the silver halide crystals inside the emulsion layer undergo chemical reactions and coalesce with adjacent silver halide crystals that have also been irradiated by X-ray, depositing on the film and leaving an image. The more light the emulsion layer receives, the more crystals will coalesce together. The less light the emulsion layer receives, the less changes and coalescence of the crystals will occur. Without light falling on the emulsion, there will be no crystal changes or coalescence. From this, different images are obtained. 二、 Image quality (1) Resolution • Due to its own structure, the CR system scatters phosphorus particles in the image board when exposed to X-ray radiation, causing latent image blurring. More seriously, during the process of reading out the image, the excitation of the scanner generates scattering when penetrating the deep part of the image board, forming stimulated fluorescence along the path, blurring the image and reducing its resolution. • The DR system does not have optical blurring, and its clarity is mainly determined by pixel size. High spatial resolution, wide dynamic adjustable range, and rich image post-processing functions can achieve satisfactory diagnostic results. • The DR system does not have optical blur, and its clarity is mainly determined by pixel size. High spatial resolution, wide dynamic adjustable range, and rich image post-processing functions can achieve satisfactory diagnostic results The size of silver iodide particles in high-quality film imaging can reach tens of micrometers or even smaller, so the film can achieve very high resolution. (2) Exposure tolerance Compared to X-ray film imaging technology, CR and DR have a wide dynamic range and tolerance due to the use of digital technology. However, the DR system allows for technical errors in photography and can obtain good images even in situations where conditions are difficult to master. (3) Noise There are many noise sources in the CR system, including structural noise of the image trigger, fluctuations introduced in the conversion and detection of X-ray photons, laser power drift, laser beam position drift, probability fluctuations of laser beam image trigger emission, and noise in the electronic chain. The noise in the DR system is mainly structural noise, but since DR can automatically restore the detector array before directly obtaining the image, it greatly reduces structural noise. In contrast, the signal-to-noise ratio of DR is much higher than that of CR. 3、 Exposure dose The DR system can directly obtain digital image data, while the CR system uses residual latent images to generate images, and the signal decays over time. Therefore, compared to DR and X-ray film imaging technologies, the X-ray quantum conversion rate (DQE) of CR is relatively low, and the exposure dose requirement is high. 4、 Comparison of workflow (1) To generate an image in the CR system, the IP board needs to be exposed first, and then read out by the scanner. The entire process requires multiple steps and takes a long time. (2) In the DR system, images can be obtained within 40 seconds after exposure, and the detector can be fixed inside the device, eliminating the need for technicians to move the detector, reducing labor intensity, saving time, and improving work efficiency. (3) The image formation of film imaging consists of three stages: development, fixation, and visible image formation, which can be completed by manual washing or by a film developing machine. 5、 Network integration Both CR and DR systems obtain digital images and can be connected to the internet. But DR is a direct conversion technology, and the integrated DICOM3.0 standard protocol makes DR's network integration characteristics stronger. DR technology has revolutionized conventional projection X-ray imaging, surpassing CR and X-ray film imaging in many aspects. 6、 Image storage Traditional film preservation, management, and retrieval require a significant amount of manpower, material resources, and time. In addition, film will gradually deteriorate with increasing storage time, resulting in a decrease in image quality. CR and DR digital images can be managed in a digital electronic manner using massive computer storage, eliminating the need for a large and difficult to maintain film library. 7、 Defect judgment The evaluation of film imaging technology relies on film evaluators. This method is simple, but labor-intensive, subjective, and inconsistent. At present, the vast majority of weld defect inspections, including film imaging and digital imaging, use manual judgment, and the use of automatic recognition technology for general defect detection is not yet mature enough. However, in industries such as PCB boards, aluminum wheels, and lithium batteries, automatic defect detection systems improve product consistency and quality assurance. 8、 Equipment cost For large enterprises, the cost of purchasing digital imaging systems is relatively high, but the cost of saving film in two years or even one year is equivalent to that of digital imaging systems. In the long run, the cost of adopting digital imaging is much lower than the cost of film. 9、 Environmental protection Both CR and DR eliminate the pollution of industrial heavy metals and the generation of harmful wastewater during film processing, which is beneficial for environmental protection.MORE -
 2023-09-26
2023-09-26Ultrasonic phased array application ② - phased array ultrasonic testing scheme for mold steel
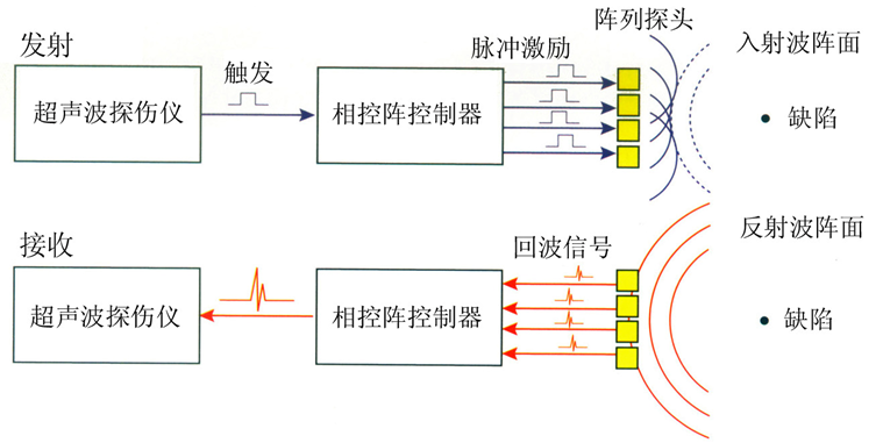
Background Ultrasonic phased array technology originated from medical ultrasound testing. In the early 1970s, commercial phased array systems for medical diagnosis first appeared; In the early 21st century, portable, battery powered phased array instruments for industrial applications emerged. The industrial phased array ultrasonic imaging technology adopts a new method of transmitting and receiving ultrasonic waves. By controlling the excitation time and order of each element in the transducer array, the phase relationship of the sound waves emitted (or received) by each element when they reach (or come from) a certain point in the object is changed, achieving changes in the focus and direction of the sound beam, and completing the acoustic imaging technology. According to the Huygens principle, the wavefront of any ultrasonic wave can be seen as a combination of several sub wave sources emitting coherent ultrasonic waves. Conversely, coherent ultrasonic waves emitted by neatly arranged micro transducers (array probes) can form specific beams and wavefronts. By delaying the electrical pulses that excite each chip of the array probe according to a certain law (focusing law) through the controller, the shape and propagation direction of the ultrasonic beam can be changed with the variation of the delay law. Testing methods and equipment ① Method: Industrial phased array ultrasound imaging technology, as a novel, efficient, and highly technological ultrasound testing method, is different from the A-ultrasound that we have been using routinely. Let's compare it with the table below: Summary: From the comparison in the table above, it is not difficult to see the advantages of phased array technology compared to conventional ultrasonic testing technology: 1) The detection speed is fast. Due to the delayed excitation of the array probe in the probe through electronic methods, it performs linear scanning much faster than conventional manual and mechanical scanning; 2) Flexible to use, the phased array probe can freely control the focusing depth, deflection angle, beam width, and achieve longitudinal wave detection, transverse wave detection, and oblique injury detection; 3) In the inspection, there is no need for multi-dimensional scanning such as sawtooth, and only one-dimensional scanning is required to comprehensively inspect the weld seam, resulting in high detection efficiency; 4) In the detection process, there is no need to constantly change the angle based on the condition of the detection object. A probe can scan dozens or even hundreds of probe angles, greatly improving the detection ability; 5) Capable of achieving various imaging methods such as B/C/D/S, making defect detection more intuitive and clear; 6) Capable of achieving dynamic (several passive) focusing, greatly improving the ability to detect small defects, with a detection error of less than 0.1mm; ② Equipment: CTS-PA22A phased array ultrasonic testing instrument is a newly developed portable phased array testing instrument by Shantou Ultrasound; The instrument adopts a waterproof and oil resistant panel, with a fanless design and touchscreen operation, achieving full process recording of testing data. It is an advanced intelligent phased array ultrasonic testing equipment in China. The application fields include the detection of conventional or special welds in steel structures, power plant boilers, pressure vessels, transmission pipelines, nuclear power, ships, oil tanks, storage tanks, ethylene pipelines, etc; Thorough inspection of aerospace aluminum alloy friction stir welded joints and composite material bonding structures; Inspection of blade roots, blades, bolts, etc. in the power industry; And for the detection of workpieces with limited moving space and other conventional ultrasonic testing occasions. characteristic 1- Phased array detection function, dual channel conventional ultrasound detection function, 2- Equipped with a 3D process simulation model, it can customize exclusive testing processes for users and provide a complete set of solutions in a one-stop manner. 3-Equipped with image smoothing processing function, providing high-quality image display. 4- With dynamic deep focusing function, defects of different depths can achieve good detection resolution. 5-No fan cooling required, fully sealed waterproof and dustproof design with natural heat dissipation mode, suitable for various harsh testing environments. The delay accuracy of 6-2.5ns can significantly suppress sidelobes, improve the longitudinal and transverse resolution of the sound beam, and improve imaging clarity by improving the accuracy of phase delay. 7-Conventional A-scan, phased array line scan, sector scan, and C-scan real-time fast imaging, continuous data recording using encoder, 100% raw data acquisition. 8- Supports the ACG and TCG curve compensation functions specified in ASME standards, solving problems such as uneven energy distribution and measurement errors during sector scanning. The 9-focusing rule is automatically calculated and generated quickly based on the sound beam angle, focal length, scanning mode, probe and wedge parameters, and the sector scanning angle is automatically optimized step by step. The 10-filter is available in three levels: 0.5-9.7MHz, 4.0-12.5MHz, and 6.7-20.8MHz. The pulse width is automatically optimized based on the probe frequency, highlighting excellent noise processing technology. 11-8.4 inch industrial grade, full WVGA resolution (800 × 600) TFT display screen, providing touch screen operation, providing excellent display effect outdoors or under strong light. The user-friendly design of the 12 keyboard buttons is suitable for both left and right hands to operate simultaneously, and the one click shuttle can set various parameters simultaneously. 13-USB interface for fast data transfer and storage; The HDMI video interface enables the detection screen to expand infinitely. 14- The power supply is used for both AC and DC purposes, and two lithium batteries can be used for power supply at the same time. During power supply, the instrument can automatically switch the batteries according to the power level, ensuring that the instrument operates for more than 6 hours. Performance indicators: (See product color page for details) Preparation before testing a. Workpiece: According to the actual measurement on site, the size is approximately 2500mm × 100mm × 135mm, made of mold steel; Before testing, it is necessary to ensure that the appearance inspection is qualified and the surface roughness is not less than 25.4 μ M; As shown in Figures 1 and 2: (图一、二) b.仪器:汕超CTS-PA22A相控阵检测仪。图3 c.探头1:2.5L64-1.5×10线阵相控阵探头(探头频率2.5MHz,晶片数目64个,晶片间距1.5mm。图4 探头2:5L64-1.5×10线阵相控阵探头(探头频率5MHz,晶片数目64个,晶片间距1.5mm。 d.楔块:SC53-N0L-20(可加装) e.模具钢的检测验收标准执行NB/T47013.3-2015 (图三、四) 检测 4.1检测方法 由于被检对象为模具钢且近135mm厚,故选择低频纵波零度线性扫查进行检测(低频以及纵波相对于高频和横波抗衰减能力更强)。工件宽度大致在100mm左右,可以设置8个晶片为一组的线性扫查,这样一次有效覆盖声束大致为84mm,两次可以全覆盖工件所要检测区域。 为了更好的准确记录工件缺陷位置,可以同时使用扫查器进行检测,使相控阵探头与工件表面紧密结合,确保耦合效果,又提高了检测效率。 4.2 工艺模拟 利用仪器本身具有3D工艺仿真模型进行工艺模拟,当采用2.5L64-1.5×10相控阵探头进行纵波零度线性扫查时,如下图5所示: (图五) 另外,为了保护探头的使用寿命,可以配合楔块来进行纵波零度线性扫查检测,探头摆放方式如图6 (图六) 4.3检测结果 检测到的缺陷图示: 4.4检测结果分析: 从三张图片中可以清晰的看出模具钢内部缺陷的形状和位置信息;使用测量功能键对具体位置缺陷逐一进行深度分析时,可以从显示面板上直接得到该处缺陷的长、宽、高以及距离检测面的深度和位置,为后续的分析缺陷性质、评判缺陷等级提供强有力的技术支持。 结论 CTS-PA22A相控阵超声检测仪内置【线性C扫】功能模块,具有3D工艺仿真模型,仪器工作在A扫、线扫和C扫同时显示界面,很容易辨别出缺陷。 CTS-PA22A相控阵设备满足模具钢的检测,并与现场常规超声波探伤仪进行比较,CTS-PA22A相控阵设备可提供更高效的检测速率;以及更准确直观的缺陷尺寸、位置信息,从而可对缺陷进行精准评级选出合格产品,满足生产需求。MORE -
 2023-09-26
2023-09-26Welding seam inspection of high-density polyethylene (PE) plastic pipes
1. Background High density polyethylene (PE) pipelines have the characteristics of light weight, hygiene and safety, low water flow resistance, energy saving, metal saving, improved living environment, long service life, safety and convenience, and are favored by the pipeline engineering industry. In recent years, driven by the rapid development of China's macro economy, plastic pipelines in China have experienced rapid development against the backdrop of the rapid development of chemical and building materials. In 2010, the national production of plastic pipelines exceeded 8 million tons. Plastic pipelines have many advantages over traditional metal pipes and concrete pipes in multiple fields, and therefore have been recommended for use in many regions. Due to the characteristics of plastic pipes themselves, they have been widely used in industrial fields, and due to the shortcomings of adhesive connection methods, such as low strength, poor adhesion of PE materials, while fusion welding overcomes the shortcomings of adhesive and threaded connections, achieving higher strength and reliable tightness than the plastic pipes themselves. Electric fusion connection process: Electric fusion connection is an advanced method of connecting the inner wall of the pipe fitting and the surface of the pipeline by using a specialized pipe fitting embedded with an electric heating wire. After connecting to the power supply, the electric heating wire is generated, which can melt the inner wall of the pipe fitting and the surface of the pipeline. Hot melt connection process: Hot melt connection is an advanced plastic welding process that uses specialized heating elements such as heating plates, heating rods, and heating sleeves to generate heat energy to complete the docking of plastic pipes and fittings, as well as socket and saddle connections (branch pipes). High welding quality and fast speed. It can perform manual, semi-automatic, and automatic welding. 2. Testing methods and equipment The existing available ultrasonic testing methods include TOFD and PAUT, both of which require the use of proprietary water injection wedges for local water coupling. 3. Test results 3.1 Electric fusion welding seam For plastic pipes welded by electric fusion, the phased array probe can be placed on the outer wall of the pipe fitting, so that the position and morphology of the resistance wires inside the pipe fitting can be seen. If there are other signals besides the resistance wire signal, it can be considered as fusion defects. The detection results are as follows, and the signal of the resistance wire can be clearly seen. The impact of different focusing depths on the detection results is as follows. It can be seen that in PE tube detection, there are small differences in focusing depth and significant signal differences. Therefore, in process design, focusing depth becomes the key to setting. The actual detection results of PE pipes are as follows: 3.2 Hot melt welding inspection results Using phased array technology to detect hot melt welds, a flat bottom hole is made horizontally at the end of the PE pipe to simulate unfused defects in the hot melt weld. The detection results obtained by using phased array sector scanning are shown below, and all defects of different sizes and positions can be seen. The following figure shows the detection results of phased array detection in hot melt welded pipes, showing obvious root unfused defects. Due to the PE pipe welding being a butt weld without a groove, the signal of unfused defects is displayed in a vertical direction. The following figure shows the phased array detection results, with obvious defect signals visible. The signal is displayed in the depth B scan image as running through the depth direction and has a very short length. The following figure shows the detection results of TOFD in hot melt welded pipes. Clear defect signals can be seen in the TOFD image, and the signal shows a clear upper endpoint signal (opposite to the phase of the straight wave), which causes significant disturbance to the bottom wave. It is determined that the ground opening type is not fused. The following figure shows the detection results of TOFD in hot melt welded pipes. It can be seen from the figure that a clear defect signal at the root is a disturbance, while the straight wave on the upper surface is also disturbed. The scanning direction length is very short, indicating that the defect is a through-hole type defect. Use TOFD detection technology to detect hot melt welded pipes. Below are TOFD images of grooves on the upper and lower surfaces and drilled holes in the middle. The defect signals in different parts of the weld seam are clearly visible in the image, and the material noise inside the plastic is relatively low, with a high signal-to-noise ratio. The following are the test results of three different types of slag inclusions inside the weld seam. 4. Conclusion The use of ultrasonic phased array technology can detect unmerged defects in electric fusion welding welds, and can clearly display the signal of the resistance wire and the bottom wave signal. The use of TOFD combined with phased array technology can detect unmerged defects in hot melt welded joints, especially the strong detection ability of TOFD for unmerged defects in the vertical direction; In the current era, domestic and international technologies are constantly emerging, and technological innovation is constantly emerging. Mature technologies such as PE pipe testing, corrosion testing of steel pipes through insulation layers, testing of composite materials and fiberglass, bolt stress and internal defect testing, etc., have already been developed to achieve the expected results of testing; We, Ge Yu Technology (Shanghai) Co., Ltd., are committed to cutting-edge trends, delving into new foreign technologies and combining them with domestic technical characteristics and the needs of owners. We can provide targeted testing plans to users, meeting the different needs of different customers. Because of our professionalism, we are trustworthy. We will always serve the public with a devout heart and give back to society. Our slogan is: Let life have quality, let the world have quality!!!MORE -
 2023-09-26
2023-09-26CTS-PA322T real-time 3D fully focused bolt dedicated detector
1. System Introduction CTS-PA322T is a new 64 channel fully parallel phased array fully focused (TFM) real-time ultrasound imaging detection system independently developed by our company. The system collects real-time Full Matrix (FMC) data inside the material and utilizes high-speed hardware imaging technology based on signal processing chips to achieve high-precision real-time phased array 2D/3D full focus (TFM) imaging detection of metal and non-metallic materials. The first industrial phased array RF radio frequency metadata platform can directly process complete raw data through computer. The system uses 3D imaging to detect bolts or pins, with graphics that can be rotated and observed. Defect identification is simple, detection speed is fast, and the average detection time for a bolt is 2 seconds. The detection results are reliable and damage is easy to observe. Operators do not need to master professional skills. They can open the instrument and connect the probe according to the prescribed method, and only need one day of operation training to master the flaw detection method. 2. Features of bolt detection function: The instrument can achieve complete in-service testing of bolts (i.e. testing without removing bolts), and can directly determine whether bolts have broken or cracked based on images; The detector can be used to detect bolts of different specifications and models (including tower bolts, yaw bolts, connecting bolts between the main shaft and the hub, blade inner and outer pitch bolts, etc.) for the entire fan. The high-strength bolt specifications are M20 to M56, and the longest bolt size is 1000mm. The bolt types include outer hexagonal bolts, inner hexagonal bolts, and double head studs; The calibration interface process of the detector is simple, with calibration functions such as sound speed, zero point, TCG, and gain function; The detector is easy to operate and has intuitive imaging results. Can directly input bolt specifications and complete real-time 3D imaging of bolts. And it is possible to rotate and translate the 3D image to view defects. And provide the main view, side view, and cross-sectional view of the inspection bolts. Different views can display bolt defect information such as location, size, and degree of defect; 3. System functional characteristics: Based on the fully focused (TFM) reconstruction algorithm model, high-speed hardware imaging technology based on FPGA operation is used to calculate the TFM image results in real-time, with an image refresh rate of up to 50 frames/s. L has 64 fully parallel phased array hardware channels, which can collect raw Full Matrix (FMC) data of up to 64 * 64 A-type waves in real-time, with a maximum data collection depth of up to 2m. Support real-time, wide-range, fully focused (TFM) imaging detection of large workpieces such as railway rail welds, locomotive vehicle rims, and axles. Support high-precision real-time full focus (TFM) imaging detection of aircraft skin composite thin plate workpieces. For different detection applications, multiple fully focused (TFM) imaging detection modules are built-in. Simply input parameters such as probes, wedges, and workpieces in the process design interface to easily access the main interface of TFM detection for detection. According to the specific needs of users in actual detection applications, a dedicated Total Focused (TFM) detection module can be customized and developed. The 3D Longitudinal Wave Fully Focused (TFM) module is based on a two-dimensional array probe and adopts a single reflection longitudinal wave fully focused (TFM) mode to visually detect defects such as through-holes, bubbles, slag inclusions, and other types of direct reflection inside the material. The multi-layer material longitudinal wave fully focused (TFM) module adopts a single reflection longitudinal wave fully focused (TFM) mode to detect the lack of adhesion and poor adhesion of multi-layer layered materials. It can also be used to detect direct reflection type defects inside each layer of material, such as through holes, bubbles, slag inclusions, etc. The use of diagonal data from the original full matrix (FMC) can achieve synthetic aperture SAFT imaging of the tested material. The principle of SAFT imaging technology based on Full Matrix Data (FMC) can achieve fast C-scan imaging based on SAFT technology. 4. System performance indicators: 脉冲 发生器 发射电压 双极性方波,45 V ~ 100 V可调,步进1V、10 V 脉冲宽度: 10 ~ 600 ns,步进1ns、10 ns 接收器 带宽: 0.5 ~15MHz 增益范围: 0 ~ 55 dB,步进1dB 、10dB 滤波器: 低、中、高3档 数据处理 数字化率: 62.5 MHz,10 bit 输入阻抗: 50Ω 嵌入处理器: 大型FPGA嵌入,大数据的实时硬件运算处理 聚焦法则: 65536个法则 接收延迟: 0~40 μs,精度2.5ns 系统 通道配置: 全并行64*64 功耗: 约50 W 运行平台: Windows7系统以上 数据传输: 100M/1000M 以太网 尺寸: 410×120×280mm 重量: 11Kg含电池 输入输出 电脑配置 USB 3.0接口4个 HDMI高清视频接口1个 LAN千兆网口2个 Rs232串口调试口1个 VGA视频信号接口1个 相控阵主机配置 I-PEX相控阵探头接口1个 LAN千兆网口1个 I/O输出口1个 USB 2.0接口2个 ENCONDER编码器接口1个 CTS-PA322T is a new 64 channel fully parallel phased array fully focused (TFM) real-time ultrasound imaging detection system independently developed by our company. The system collects real-time Full Matrix (FMC) data inside the material and utilizes high-speed hardware imaging technology based on signal processing chips to achieve high-precision real-time phased array 2D/3D full focus (TFM) imaging detection of metal and non-metallic materials. The first industrial phased array RF radio frequency metadata platform can directly process complete raw data through computer. The system uses 3D imaging to detect bolts or pins, with graphics that can be rotated and observed. Defect identification is simple, detection speed is fast, and the average detection time for a bolt is 2 seconds. The detection results are reliable and damage is easy to observe. Operators do not need to master professional skills. They can open the instrument and connect the probe according to the prescribed method, and only need one day of operation training to master the flaw detection method. 2. Features of bolt detection function: The instrument can achieve complete in-service testing of bolts (i.e. testing without removing bolts), and can directly determine whether bolts have broken or cracked based on images; The detector can be used to detect bolts of different specifications and models (including tower bolts, yaw bolts, connecting bolts between the main shaft and the hub, blade inner and outer pitch bolts, etc.) for the entire fan. The high-strength bolt specifications are M20 to M56, and the longest bolt size is 1000mm. The bolt types include outer hexagonal bolts, inner hexagonal bolts, and double head studs; The calibration interface process of the detector is simple, with calibration functions such as sound speed, zero point, TCG, and gain function; The detector is easy to operate and has intuitive imaging results. Can directly input bolt specifications and complete real-time 3D imaging of bolts. And it is possible to rotate and translate the 3D image to view defects. And provide the main view, side view, and cross-sectional view of the inspection bolts. Different views can display bolt defect information such as location, size, and degree of defect; 3. System functional characteristics: Based on the fully focused (TFM) reconstruction algorithm model, high-speed hardware imaging technology based on FPGA operation is used to calculate the TFM image results in real-time, with an image refresh rate of up to 50 frames/s. L has 64 fully parallel phased array hardware channels, which can collect raw Full Matrix (FMC) data of up to 64 * 64 A-type waves in real-time, with a maximum data collection depth of up to 2m. Support real-time, wide-range, fully focused (TFM) imaging detection of large workpieces such as railway rail welds, locomotive vehicle rims, and axles. Support high-precision real-time full focus (TFM) imaging detection of aircraft skin composite thin plate workpieces. For different detection applications, multiple fully focused (TFM) imaging detection modules are built-in. Simply input parameters such as probes, wedges, and workpieces in the process design interface to easily access the main interface of TFM detection for detection. According to the specific needs of users in actual detection applications, a dedicated Total Focused (TFM) detection module can be customized and developed. The 3D Longitudinal Wave Fully Focused (TFM) module is based on a two-dimensional array probe and adopts a single reflection longitudinal wave fully focused (TFM) mode to visually detect defects such as through-holes, bubbles, slag inclusions, and other types of direct reflection inside the material. The multi-layer material longitudinal wave fully focused (TFM) module adopts a single reflection longitudinal wave fully focused (TFM) mode to detect the lack of adhesion and poor adhesion of multi-layer layered materials. It can also be used to detect direct reflection type defects inside each layer of material, such as through holes, bubbles, slag inclusions, etc. The use of diagonal data from the original full matrix (FMC) can achieve synthetic aperture SAFT imaging of the tested material. The principle of SAFT imaging technology based on Full Matrix Data (FMC) can achieve fast C-scan imaging based on SAFT technology. 4. System performance indicators: 6. Practical application of bolt inspection Due to the fact that the CTS-PA322T system is based on a two-dimensional array probe to collect real-time spatial 3D information from different angles and perform real-time hardware 3D full focus, this imaging mode is very suitable for real-time imaging detection of bolts, pins, and other workpieces. Based on different sizes of bolts, we can use array probes of different sizes and combine them with acoustic impedance matching delay blocks of different materials to achieve effective real-time 3D detection of various sizes of bolts. L Wind power bolt inspection: 1) Manual grooving of various types of bolts: 2)自然缺陷螺栓: The 5 bolts shown in the above figure are the inner pitch bolts of 5 blades with natural defects (fractures and cracks) detected in a certain wind farm and their inspection results. l Other bolt inspection:: 1)Copper bolts - artificial defects The bolt material is brass, with a length of 18mm and a diameter of 6mm. One has a 1mm deep artificial wire cutting crack, while the other has no cracks. 2)High strength alloy steel bolts - artificial defects The bolt material is grade 12.9 high-strength alloy steel, with a length of 100mm and a diameter of 30mm. Two 2mm deep artificial wire cutting cracks were machined at the bottom of the threads with a circumferential spacing of 120 ° at a depth of 50mm and 80mm, respectively. 3)Balancing wheel connecting pin - artificial defect 4)Anchor bracket connection pin - artificial defect 5)Balance wheel pin shaft - manual defect 6)Anchor bracket connection pin - no defects 7)Anchor bracket connection pin - no defects 8)Balancing wheel connecting pin 1- no defects 9)Balancing wheel connecting pin 6- natural defect 10)Balancing wheel connecting pin 2- natural defect 11)Balancing wheel connecting pin 3- natural defect 13)Balancing wheel connecting pin 4- natural defect 14)平衡轮连接销钉5——自然缺陷 16)High strength bolts for crane slewing mechanism - artificial defects The bolt has a length of 400mm and a diameter of 50mm. Three 2mm deep artificial wire cutting cracks were machined at the bottom of the threads with a circumferential spacing of 120 ° at depths of 300mm, 320mm, and 340mm.MORE -
 2023-09-26
2023-09-26CTS-PA322T real-time 3D fully focused bolt dedicated detector
Many defects in heat treated products cannot be observed with the naked eye, so we need to use ultrasonic testing as a detection method, which is also necessary for us heat treaters to learn this article. Flaw detection refers to the detection of cracks or defects inside metal materials or components. Generally, magnetic, radiographic, ultrasonic and other instruments and devices are used. The commonly used inspection methods include X-ray inspection, ultrasonic inspection, magnetic particle inspection, penetration inspection, eddy current inspection γ Radiographic testing and other methods. 1、 Fundamentals of Acoustics 1. Longitudinal wave 2.transverse wave 3.surface wave 4.surface wave 5.Vertical incidence interface 6.Oblique incidence interface 二、Generation and reception of ultrasound 三、Straight probe structure 四、超声场 五、Contact method inspection 六、Straight probe with delay block 七、Double crystal probe 八、斜探头 九、Principles of Flaw Detection 1. Penetration method 2.Reflection method Reflection of different defects 3.Tandem inspection 十、Principles of Flaw Detection Digital flaw detector Display method A-scan image B-scan image C-scan image 11、 Flaw detection method 1. Irregular cracks 2. Selection of incident direction 3. Dynamic waveform 4.检测频率的影响 5. Baseline adjustment 6. AVG curve 7. DAC curve 8. Defect size 12、 Factors affecting wave height 1. Scattering 2. Absorption 3. Repeated echoes 4. Variant wave 5. Additional wave 13、 Flaw detection application 1. Thickness measurement 2. Weld inspection Longitudinal defect detection of welds Probe movement range Transverse defect detection of weldsMORE






