Location:Home > APPLICATION
-
 2023-09-26
2023-09-26GSCAN-200 emerged with great success
preface Bolts are widely used in the connection of components such as thermal power and wind power, and they need to withstand complex stress, temperature, and other effects during service, making them prone to fracture or failure. Their safety is increasingly valued by people. How to detect fatigue cracks in bolts without dismantling them is always a challenge. In theory, conventional ultrasonic testing methods can be used for the detection of fatigue cracks, but the detection space of in-service equipment is limited, the probe accessibility is poor, and the detection sensitivity is low. Therefore, the equipment needs to be stopped and the bolts need to be removed for inspection. Ultrasonic phased array technology is a new technology in the field of non-destructive testing, which can achieve a large angle range of scanning without moving the probe. It can achieve various views of defects for imaging, and the detection results are intuitive, making it easy to identify and judge defects. And this technology can detect workpieces with complex geometric shapes, which can be controlled by software to improve detection resolution, signal-to-noise ratio, and sensitivity. 1. Basic Theory The detection principle of ultrasonic phased array technology is to change the phase relationship of each array element when it emits (or receives) sound waves reaching (or coming from) a certain point in the object by controlling the time delay of the excitation and reception pulses of each array element in the array transducer, achieving changes in the focal point and beam position, thereby completing the beam synthesis of the phased array and forming imaging scanning. Ultrasonic phased array technology can control the characteristics of the beam, scanning angle range, focusing depth, and focal size through software, thus greatly overcoming the detection limitations of conventional ultrasonic methods due to the directionality of the sound beam. GSCAN 200 is a bolt specific phased array flaw detector developed and designed by our company in collaboration with universities, based on the principle of ultrasonic phased array detection for in-service and non in-service bolt detection. This machine has small size, light weight, strong hardware performance, complete software functions, and simple operation, making it the perfect choice for on-site testing! 3. Product Features 8.4 Color LCD touch screen Available in 16/64 and 32/64 models Equipped with AutoCAD advanced workpiece contour graphics loading module Equipped with a dedicated probe for bolt detection L also has conventional phased array detection function Multiple display modes such as A/B/S/C/TOFD/offline 3D 4. Performance indicators 5. Application Scenarios Our company was commissioned by a certain wind turbine blade factory to send two engineering and technical personnel to the site to inspect the wind turbine bolts. The on-site inspection is shown in the following figure: The schematic diagram of the detection effect is as follows: summarize: From the above detection effect diagram, it can be seen that except for the bottom wave display, the image in the detection area is very clear and the color is basically the same. There is no interference waveform display that appears during conventional ultrasonic testing methods such as clutter, sidewall interference waves, and inherent echoes; These are all attributed to the powerful software processing capabilities of G-SCAN200 and the characteristics of phased array real-time focusing; Compared to other phased array devices at present, GSCAN200 performs more comprehensively in bolt detection, with clear effects, simple operation, and faster detection efficiency.MORE -
 2023-09-26
2023-09-26Non-destructive testing technology for in-service atmospheric storage tanks
MORE -
 2023-09-26
2023-09-26A-scan, B-scan, C-scan for ultrasonic testing
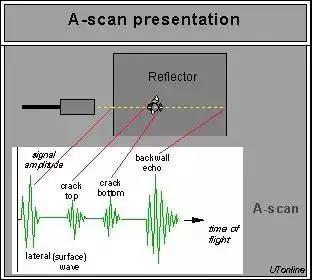
01 About A Scan A-scan comes from the English word Amplitude, which means amplitude. The horizontal axis of the display is the propagation time or distance of ultrasonic waves in the tested material, while the vertical axis is the amplitude of ultrasonic reflected waves. Based on the A-scan defect detection method, when there is a defect in a steel workpiece, the existence of this defect creates an interface between the defect and the steel material, forming a different medium. The acoustic impedance between the interfaces is different. When the emitted ultrasound encounters this interface, it will reflect, and the reflected energy will be received by the probe, A reflected wave waveform will be displayed at a certain position on the display screen at the horizontal axis, which is the depth of the defect in the tested material. The height and shape of this reflected wave vary with different defects, reflecting the nature of the defects. The A-scan judgment method for defects is shown in Figure 1. 02 About B-scan B-scan comes from the English word 'brightness', which means brightness. The scanned image is displayed in a two-dimensional image, and the screen displays a profile parallel to the direction of sound propagation and perpendicular to the measurement surface of the workpiece. The brightness information is determined by calculating the strength of the reflected ultrasound. The B-scan display mode is shown in Figure 2. 03 About C-scan C-scan is derived from the English constant depth, which means to scan a cross-section at a certain depth. It is a signal imaging of moving within a two-dimensional plane and selecting points at a specific depth for A-scan, displaying defect information on a horizontal cross-section. The C-scan display mode is shown in Figure 3. All the scanning methods mentioned above can be represented in a more vivid way in Figure 3 by placing them in one schematic diagram 04 When A, B, and C are together (Figure 4: Ultrasound A, B, and C scan display mode) The A-scan display mode, in which the horizontal axis of the display is the propagation time or distance of ultrasonic waves in the tested material, and the vertical axis is the amplitude of ultrasonic reflected waves. There is a defect in a steel workpiece, which forms an interface between the defect and the steel material. The acoustic impedance between the interfaces is different. When the emitted ultrasound encounters this interface, it will reflect, and the reflected energy will be received by the probe. A waveform of the reflected wave will be displayed at a certain position on the horizontal axis of the display screen, The position of the horizontal axis is the depth of the defect in the tested material. The height and shape of this reflected wave vary with different defects, reflecting the nature of the defects. The B-scan method displays the scanned image as a two-dimensional image, and the screen displays a profile parallel to the direction of sound propagation and perpendicular to the measurement surface of the workpiece. C-scan is a three-dimensional imaging scan, and the scanning result is the cross-sectional area of the workpiece.MORE -
 2023-09-26
2023-09-26Ultrasonic phased array inspection of welds
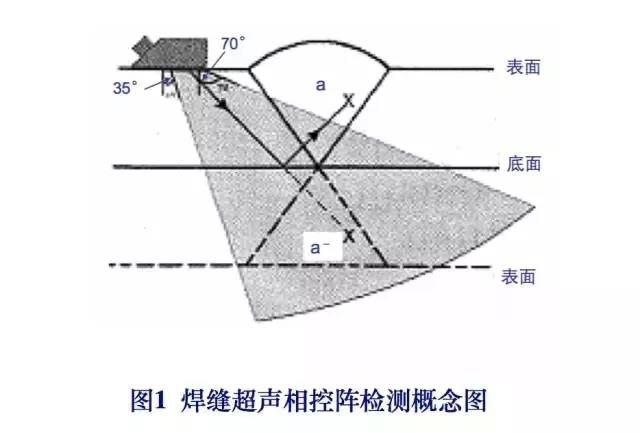
Principle of Ultrasonic Phased Array S-Scan Image Recognition for Welding Seams Conventional ultrasonic testing of welds is performed using fixed refractive angles -45 °, 60 °, and 70 °, while phased array ultrasonic testing performs acoustic beam scanning within a certain angle range. Usually, the acoustic beam scanning range for phased linear array angle probe (transverse wave) detection is 35 ° to 75 °. Figure 1 shows a cross-sectional view of the phased array ultrasonic probe for scanning the weld seam with a sound beam. When using the direct beam method (i.e. single wave or 0.5S wave) for inspection, only the lower half of the weld seam is detected by the acoustic beam scanning; But when using the bottom reflection method (i.e. secondary wave or 1.0S wave) for detection, the sound beam can fully cover the entire weld cross-section. For example, the defect a in the weld seam shown in the diagram can be detected by secondary waves and displayed as a mirror image a. On the display screen of the phased array ultrasonic flaw detector, using a thickness range of 2.5 times, the entire weld volume can be displayed in a single image. Phased array S-scan pattern of 2 typical welding defects The following shows 9 phased array S-scan legends of typical welding defects for two typical welding joint types (V-groove single sided welding and T-joint combination welding). Single sided welding defects include: weld toe cracks, lack of fusion near the bottom groove, lack of fusion near the surface, and dense pores; The defects of T-joint combination welding include: incomplete welding at the root, incomplete fusion on the wing side, cracks under the weld bead, and cracks at the weld toe. For the convenience of image interpretation and evaluation, a corresponding cross-sectional diagram of weld seam detection layout has been specially added through specialized software, depicting the welding structure and the arrangement of linear array phased probes (including linear array oblique probes or linear array straight probes). The S-scan diagram and detection layout diagram are the "focus" of spectrum reading for phased array ultrasonic testing of welds. Note that the detection layout contains the propagation path (sound path) of ultrasonic waves in the inspected weld seam, especially when using primary reflected waves (i.e. secondary waves) for detection. The S-scan image of the secondary wave is represented by the extension image of the primary wave in twice the plate thickness. Any defects or weld seam contours detected using secondary waves are represented by "mirror images". 2.1 Weld toe cracks Figure 2 shows the sound image of the weld toe crack detected by the probe's S-scan when detecting a single side weld seam in a V-shaped groove using a linear phased ultrasonic angle probe, as well as the corresponding cross-sectional view of the weld seam detection arrangement. As the weld toe crack is located on one side of the detection surface, the defect was detected using ultrasonic secondary waves (or 1.0 S waves). Figure 2 shows a mirror image of the inspected weld seam and defects. The crack height is measured based on the depth distance corresponding to the propagation time difference between the crack tip angle echo and the diffraction signal at the crack tip. The phased array height measurement indication value of the crack is 3.6mm, the measured value is 3.8mm, and the measurement error is -0.2mm. The mirror image characteristics of the two signals of the weld toe crack should be carefully observed: the amplitude of the end angle reflection signal is very strong and the sound image is large, while the amplitude of the tip diffraction signal is weak and the sound image is small. To accurately measure the height of the surface opening crack itself, special attention should be paid to the intersection position of the horizontal light marking line passing through the diffraction sound image of the crack tip (the vertical light marking line is the height extension line of the crack in the direction of plate thickness). 2.2 Lack of fusion near the bottom groove Figure 3 is a phased array ultrasonic primary wave S-scan image of the groove near the inner surface of the inspected weld seam that is not fused, and the corresponding cross-sectional view of the detection arrangement. The distance from the depth of the incomplete fusion to the inner surface is 1.5mm. Figure 3 (left) shows the principle of phased array fan-shaped sound beam detection and the shadow effect at the root of the V-groove single sided welding seam. Figure 3 (right) shows the action of S scan plus D scan (probe moving along the weld axis direction or non parallel scanning), which can provide a "three degree" dimension of unfused material: length, height, and depth from the inner surface. Note that when the linear array phased ultrasonic angle probe detects on one side of the diagram, the signal at the root of the weld seam (also known as the geometric signal) may be masked by the incomplete fusion defect signal. If the probe is placed on the other side of the weld, both the defect signal and geometric signal images are visible. 2.3 Near surface groove not fused Figure 4 shows the phased array S-scan image of the groove near the upper surface of the inspected weld seam for non fusion detection using ultrasonic secondary wave (1.0S wave), and a cross-sectional view of the combined detection arrangement. Figure 4 (left) shows the principle of secondary wave detection, explaining the mirror effect of sound beams and defects using double plate thickness; Figure 4 (right) shows the S-scan image and defect image covering the cross-section of the weld seam. The second wave extends the scan image of the first wave, and both the weld seam and defect are reflected in the image. 2.4 Internal dense pores Figure 5 shows the phased array S-scan image of dense pores 1.5mm away from the upper surface detected by ultrasonic primary wave (0.5S wave). The size of the pore group is: 1.5 × three × 10mm (measure its length range using a D-scan). The left side of the figure shows the principle of phased array sound propagation, while the right side shows the S-scan image covering the weld cross-section and the acoustic imaging morphology of dense pores. Pay attention to the recognition of welding root shape signals in S-scan images, which is equally important as the recognition of conventional A-scan shape signals (commonly known as false signals). 2.5 Dense pores near the surface Figure 6 shows the phased array sector scan image and additional cross-sectional view of the detection arrangement for dense pores near the surface in the weld seam detected by ultrasonic secondary waves. The left side of the figure shows the principle of sound propagation in phased array ultrasonic secondary wave detection, using double plate thickness to explain the mirror effect; The image on the right shows the phased array S-scan image and detection arrangement, as well as the ultrasonic sound path. Note the correspondence and specificity between the acoustic imaging features of the gas hole group, single side welding root, and cover welding corner (the junction between the reinforcement and the base metal) in the scanning image and the actual shape. Understanding this feature will contribute to the characterization, qualitative analysis, and classification of phased array ultrasound imaging of welding defects. 2.6 Incomplete penetration at the root of the T-joint and incomplete fusion on the wing side Figure 7 shows the phased array S-scan image of incomplete root penetration and incomplete fusion on the wing side in the T-joint combination weld seam. The linear array longitudinal wave straight probe is placed on the surface of the wing plate side (the length of the active window of the probe array is perpendicular to the end face of the web plate), with a certain range of lateral movement and a phased array S scan of a certain angle range, to detect important defects in such welded joints (including incomplete root penetration, incomplete fusion on the wing plate side, as well as welding cracks and under pass cracks, etc.). The phased array combination image obtained by S-scan on the wing side and longitudinal D-scan is very useful for locating and quantifying the aforementioned welding defects. In addition, attention should also be paid to the recognition of defect signal images and weld geometry signals (i.e. surface shape signals). Longitudinal Wave Acoustic Image of Cracks Under the Welding Pass of 2.7 T-shaped Joint Wing Plate Side Figure 8 shows the phased array detection principle and S-scan image of the linear array longitudinal wave straight probe for cracks under the weld bead in the T-shaped joint. In the S-scan image shown on the right, the height of the crack itself is measured using a vertical cursor, while the depth distance from the crack to the bottom of the wing plate is measured using a horizontal cursor. Pay attention to the interception positions of the endpoint and feature points of the defect image when using the cursor to measure the height and depth of the defect. 2.8 Transverse Wave Acoustic Image of Cracks under the Welding Pass on the Wing Plate Side of T-shaped Joint Due to the limited accessibility of the inspected workpiece and the inspected part, sometimes the ultrasonic straight probe cannot be placed on the plane of the wing plate shown in Figure 8 for longitudinal wave scanning, and can only be detected on the other side of the wing plate (i.e. the side near the combination weld and web plate) using an oblique probe for transverse wave. Figure 9 shows the crack under the weld bead on the wing side in the same T-joint (i.e. the joint shown in Figure 8). The phased array detection principle and S-scan image of the transverse wave secondary wave using a linear array angle probe on the other side of the wing are presented. The left side of the figure represents the image effect of ultrasonic secondary waves and cracks under the weld bead explained by twice the thickness of the wing plate, while the right side represents the image morphology and quantitative (i.e. depth measurement and height determination) method of cracks under the weld bead in the S-scan image. When quantitatively measuring the defect signal image, attention should also be paid to the issue of using vertical and horizontal cursors to measure the height and depth of the crack image under the weld bead (as shown in the figure, the height measurement value of the crack itself is 8 mm, and the distance measurement value from the detection surface depth is 1.4 mm). 2.9 Cracks on the welding toe of the wing plate side of the T-joint and incomplete fusion on the wing plate side Figure 10 shows the S-scan image and corresponding detection arrangement (including the propagation sound path of the secondary wave) of the wing plate side weld toe cracks and incomplete fusion on the wing plate side in the T-shaped joint combination welding. The surface of the wing plate combination weld is detected using a linear array oblique probe transverse wave secondary wave for phased array detection. The height of the weld toe crack measured by the horizontal cursor in the scanning image is 6.7mm, while the actual height of the crack is 6.8mm. Similar to the phased array scanning image of the single sided weld toe crack in Figure 2 above, when the weld toe crack in the T-joint combination welding is scanned using transverse wave secondary wave, two feature images will also appear in the crack signal: the end angle reflection signal image and the tip diffraction signal image. Accurately moving the cursor and measuring the distance between the two feature signals are also important details for accurately measuring the height of the T-joint weld toe crack. 3 Summary The ultrasonic phased array S-scan of the linear array probe can be used as an ultrasonic imaging tool. During phased array detection, the S-scan image display of weld defects is easy to interpret and evaluate, and the defect signal and geometric signal images are easier to distinguish compared to the conventional A-scan pulse waveform. The phased array S-scan image combined with a detection layout diagram containing sound propagation paths is an effective method for reading and resolving the spectrum of weld seam phased array detection. Especially when using secondary wave detection, it is necessary to be good at reading and understanding the actual position and morphological features of the mirror image. (4) The depth and height measurement of defects can be evaluated based on S-scan images, and attention should be paid to the interception positions of vertical and horizontal cursors during measurement. The combination of S-scan and D-scan can improve the quantitative characterization information of defects and obtain three-dimensional data of defects. If the phased array scanning data is input into the 3D image and relevant design software packages are used, the defect morphology in the inspected workpiece can be reconstructed using the 3D phased array data.MORE -
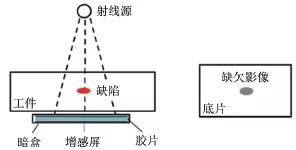 2023-09-26Introduction A comparison was made between the detection capabilities of digital radiographic testing (DR) and film radiographic testing (RT-F) for circumferential weld defects in oil and gas pipelines. Based on the detection principles of DR and RT-F, a test plan for DR and RT-F detection was developed, and artificial defect welds were designed and processed. Comparative testing was conducted on artificial defect welds to compare the detection capabilities of DR and RT-F for different types of defects. The experimental results indicate that digital radiographic testing and film based radiographic testing techniques can detect different types of defects through their respective equipment and process exposure parameters. Radiographic Testing Method for Pipeline Circumferential Weld Inspection The detection of pipeline circumferential welds is an important part of the pipeline construction process, and radiographic testing technology is currently the main detection method for long-distance pipeline circumferential welds. However, the corresponding radiographic testing mainly uses film imaging technology (RT-F), which has a long testing cycle, low efficiency, and often affects the construction progress. After long-term storage of radiographic films, some images may discolor or fade, causing the original film to be unable to review the original detection results. Digital radiographic testing (DR) technology solves the problems of traditional film storage and query, and can achieve real-time imaging of radiographic testing. It has the advantages of digital storage, defect image computer analysis, remote film evaluation, and is the development trend of radiographic testing technology. However, there is not much experience in the application of DR engineering in China. Therefore, by designing and processing process welds containing different types of defects, DR and RTF were used for comparative testing to verify the reliability of DR application in the detection of circumferential welds in oil and gas pipelines. 1. DR and RT-F detection principles 1.1 RT-F detection principle When RT-F uses radiation to penetrate the inspected workpiece, it detects the difference in the absorption capacity of radiation between the defective and non defective positions. The position of the corresponding defect on the photosensitive film will form a large degree of latent image due to receiving more rays. The film undergoes darkroom processing such as developing, fixing, and drying to form a transparent image. The evaluator can determine whether there are defects and the shape, size, and position of defects in the workpiece based on the contrast of the radiographic image. The schematic diagram of RT-F detection principle is shown in Figure 1. (Figure 1 RT-F detection principle) 1.2 DR detection principle DR technology By utilizing the penetration and attenuation characteristics of X-rays, a digital image that can be displayed and recorded can be obtained through a digital detector. The detection principle is shown in Figure 2. During detection, the intensity of X-rays changes after passing through the tested object, and the attenuated photons are received and converted into visible light or electrons by a digital detector. After being read out and digitized through a circuit, the signal data is sent to a computer system to form an image that can be displayed, analyzed, processed, and stored, thereby achieving image digitization. The detection process includes three stages: transillumination, signal detection and conversion, and image display and evaluation. 2. Comparison test between DR and RT-F The radiographic method adopts the inner center method of the circumferential weld seam, which adjusts the focus of the X-ray machine to the center position of the circumferential weld seam. The circumferential exposure of the prefabricated artificial defect pipeline circumferential weld seam is carried out, and DR and RT-F are used for single wall single shadow detection of the artificial defect weld seam, respectively. Then, the results of the two detection methods are compared and analyzed. DR and RT-F testing shall be carried out in accordance with the relevant provisions of Part 5 (Radiographic Digital Imaging Testing) and Part 4 (Radiographic Testing) of the standard SY/T4109-2013 "Non destructive Testing of Petroleum and Natural Gas Steel Pipelines". 2.1 RT-F system and process parameters The X-ray machine model used is YXLONEVO300P, with a focus size of (wide × 0.5mm long × 5.5mm; The film is AGFAC7 type film; The linear image quality indicator is FE10-16. The detection parameters are as follows: Adopting central radiography method; The focal length is 711mm; The voltage is 260kV; The current is 2.8mA; The exposure time is 150 seconds. 2.2 DR system and process parameters Adopting D/PTech's DR detection system; The X-ray machine model is YXLONEVO300P, and the focus size is (wide × 0.5mm long × 5.5mm; The pixel size of the digital detector is 127 μ M; Imaging area (length × 150mm wide × 150mm; The linear image quality indicator is FE10-16; The dual line image quality indicator is ISO19232H446. The detection parameters are as follows: Central radiographic method; The focal length is 726mm; The voltage is 260kV; The current is 2.5mA; The exposure time of a single image is 3.2 seconds. 2.3 Design and processing of artificial defect pipeline circumferential welds Circumferential welds containing artificial defects shall be: 1422mm × 21.4mm (outer diameter × The X80 carbon steel pipeline with wall thickness (the same below) is processed and manufactured with a V-shaped weld groove. The structure of the weld groove and the RT-F radiographic arrangement of the weld are shown in Figures 3 and 4. 60 different types of welding defects were designed and processed in different height areas of the weld seam. The defect types include single pores, dense pores, incomplete fusion of the groove, incomplete fusion between layers, incomplete penetration at the root, and cracks. The information on the defect types and distribution areas is shown in Table 1, and the distance between defects is about 149mm. 、 (图3 焊缝坡口结构) (图4 RT-F检测的透照布置) 表1 缺陷类型及分布区域信息 2.4 Testing Procedures 2.4.1 DR detection procedure (1) According to the inspected workpiece (1422mm × The diameter and wall thickness of the 21.4mm pipeline girth weld are calculated based on the exposure process parameters in accordance with Part 5 of the standard SY/T4109-2013 and the DR exposure curve. (2) Set DR system parameters and perform DR detector calibration. (3) Fix the track of the DR system onto the pipeline, install the DR image acquisition system on the track, and inspect the pipeline circumferential welds under effective radiation protection conditions. (4) Determine whether the resolution, contrast, sensitivity, normalized signal-to-noise ratio, grayscale value and other image quality indicators of the detected image meet the standard requirements. If they do not meet the standard requirements, adjust the process parameters and retest until the image quality indicators meet the standard requirements. (5) Evaluate inspection images that meet standard requirements, label defects, save inspection data, and generate DR reports. 2.4.2 RT-F detection program (1) Calculate the exposure process parameters based on the pipe diameter and wall thickness of the inspected workpiece, as well as the content in Part 4 of the standard SY/T4109-2013 and the RT-F exposure curve. (2) Process preparation before RT-F, including selection of X-ray machine model, selection of film and intensifying screen, determination of image quality indicator, marking, cassette, shielding plate, standard density film, etc. (3) Under effective radiation protection conditions, RT-F shall be performed on the pipeline circumferential welds according to the calculated exposure process parameters. (4) Develop, stop, fix, wash, and dry the exposed film to ensure that the contrast, sensitivity, blackness, marking, and apparent quality of the substrate meet the requirements of the standard. If not, adjust the process parameters and retest until they meet the standard requirements. (5) Evaluate the negative film according to standard requirements, record the location and size of defects, and issue a testing report. 2.4.3 Comparison of Two Methods 1422mm × The advantages and disadvantages of DR detection and RT-F detection methods for 21.4mm pipeline circumferential welds are compared in Table 2. Table 2 1422mm × Comparison of advantages and disadvantages between DR detection and RT-F detection methods for 21.4mm pipeline circumferential welds. 2.5 Test results The image quality of DR was measured using PROFESSIONAL software, with an image resolution of D8, a linear image quality indicator sensitivity of W12, and a normalized signal-to-noise ratio of 190. The detection image quality met the requirements of standard Y/T4109-2013. The measurement of DR image quality is shown in Figures 5-7. (Image resolution in Figure 5) (Figure 6 Sensitivity of Linear Image Quality Indicator) (Figure 7 Normalized signal-to-noise ratio) The comparison test results of DR and RT-F are shown in Table 3. Comparing the defect details in digital images and negative films, both the DR method and RT-F method detected defects in the pipeline circumferential weld, and there were no missed detections. However, there are differences in the length of defect display and the clarity of edges. By adjusting image contrast and other image processing methods, DR detection images can effectively improve the detection personnel's ability to observe defects and observe smaller defect details. DR detection images of different types of defects are shown in Figures 8-13. (Figure 8 DR image of dense pores) (Figure 9 DR image of incomplete fusion at the groove) (DR image of crack in Figure 10) (DR image of incomplete root penetration in Figure 11) (DR image of pores in Figure 12) (Figure 13 DR image with incomplete fusion between layers) 3. Conclusion Two different radiographic testing methods, DR and RT-F, were used to compare the detection capabilities of the two methods for different types of defects in the butt circumferential welds of processed pipes containing defects. The experimental results show that both DR and RT-F detection methods can detect defects such as pores, incomplete fusion of grooves, incomplete fusion between layers, incomplete root penetration, and cracks in pipeline circumferential welds; In terms of image sensitivity, DR and RT-F levels are equivalent, and both can see the linear image quality indicator W12; In terms of image resolution, the dual line image quality indicator index of DR image is slightly lower than that of RT-F; In terms of signal-to-noise ratio, the signal-to-noise ratio of DR images is much higher than that of RT-F; Due to the fact that the recognition ability of detection image details depends on the effective attenuation coefficient, signal-to-noise ratio, and image resolution of the inspected weld seam, DR can observe smaller defect details, and the defect size of DR images is slightly larger than that of RT-F. DR meets the development requirements of digital pipelines and has gradually been applied in oil and gas pipeline inspection, with broad development prospects in the future.MORE
2023-09-26Introduction A comparison was made between the detection capabilities of digital radiographic testing (DR) and film radiographic testing (RT-F) for circumferential weld defects in oil and gas pipelines. Based on the detection principles of DR and RT-F, a test plan for DR and RT-F detection was developed, and artificial defect welds were designed and processed. Comparative testing was conducted on artificial defect welds to compare the detection capabilities of DR and RT-F for different types of defects. The experimental results indicate that digital radiographic testing and film based radiographic testing techniques can detect different types of defects through their respective equipment and process exposure parameters. Radiographic Testing Method for Pipeline Circumferential Weld Inspection The detection of pipeline circumferential welds is an important part of the pipeline construction process, and radiographic testing technology is currently the main detection method for long-distance pipeline circumferential welds. However, the corresponding radiographic testing mainly uses film imaging technology (RT-F), which has a long testing cycle, low efficiency, and often affects the construction progress. After long-term storage of radiographic films, some images may discolor or fade, causing the original film to be unable to review the original detection results. Digital radiographic testing (DR) technology solves the problems of traditional film storage and query, and can achieve real-time imaging of radiographic testing. It has the advantages of digital storage, defect image computer analysis, remote film evaluation, and is the development trend of radiographic testing technology. However, there is not much experience in the application of DR engineering in China. Therefore, by designing and processing process welds containing different types of defects, DR and RTF were used for comparative testing to verify the reliability of DR application in the detection of circumferential welds in oil and gas pipelines. 1. DR and RT-F detection principles 1.1 RT-F detection principle When RT-F uses radiation to penetrate the inspected workpiece, it detects the difference in the absorption capacity of radiation between the defective and non defective positions. The position of the corresponding defect on the photosensitive film will form a large degree of latent image due to receiving more rays. The film undergoes darkroom processing such as developing, fixing, and drying to form a transparent image. The evaluator can determine whether there are defects and the shape, size, and position of defects in the workpiece based on the contrast of the radiographic image. The schematic diagram of RT-F detection principle is shown in Figure 1. (Figure 1 RT-F detection principle) 1.2 DR detection principle DR technology By utilizing the penetration and attenuation characteristics of X-rays, a digital image that can be displayed and recorded can be obtained through a digital detector. The detection principle is shown in Figure 2. During detection, the intensity of X-rays changes after passing through the tested object, and the attenuated photons are received and converted into visible light or electrons by a digital detector. After being read out and digitized through a circuit, the signal data is sent to a computer system to form an image that can be displayed, analyzed, processed, and stored, thereby achieving image digitization. The detection process includes three stages: transillumination, signal detection and conversion, and image display and evaluation. 2. Comparison test between DR and RT-F The radiographic method adopts the inner center method of the circumferential weld seam, which adjusts the focus of the X-ray machine to the center position of the circumferential weld seam. The circumferential exposure of the prefabricated artificial defect pipeline circumferential weld seam is carried out, and DR and RT-F are used for single wall single shadow detection of the artificial defect weld seam, respectively. Then, the results of the two detection methods are compared and analyzed. DR and RT-F testing shall be carried out in accordance with the relevant provisions of Part 5 (Radiographic Digital Imaging Testing) and Part 4 (Radiographic Testing) of the standard SY/T4109-2013 "Non destructive Testing of Petroleum and Natural Gas Steel Pipelines". 2.1 RT-F system and process parameters The X-ray machine model used is YXLONEVO300P, with a focus size of (wide × 0.5mm long × 5.5mm; The film is AGFAC7 type film; The linear image quality indicator is FE10-16. The detection parameters are as follows: Adopting central radiography method; The focal length is 711mm; The voltage is 260kV; The current is 2.8mA; The exposure time is 150 seconds. 2.2 DR system and process parameters Adopting D/PTech's DR detection system; The X-ray machine model is YXLONEVO300P, and the focus size is (wide × 0.5mm long × 5.5mm; The pixel size of the digital detector is 127 μ M; Imaging area (length × 150mm wide × 150mm; The linear image quality indicator is FE10-16; The dual line image quality indicator is ISO19232H446. The detection parameters are as follows: Central radiographic method; The focal length is 726mm; The voltage is 260kV; The current is 2.5mA; The exposure time of a single image is 3.2 seconds. 2.3 Design and processing of artificial defect pipeline circumferential welds Circumferential welds containing artificial defects shall be: 1422mm × 21.4mm (outer diameter × The X80 carbon steel pipeline with wall thickness (the same below) is processed and manufactured with a V-shaped weld groove. The structure of the weld groove and the RT-F radiographic arrangement of the weld are shown in Figures 3 and 4. 60 different types of welding defects were designed and processed in different height areas of the weld seam. The defect types include single pores, dense pores, incomplete fusion of the groove, incomplete fusion between layers, incomplete penetration at the root, and cracks. The information on the defect types and distribution areas is shown in Table 1, and the distance between defects is about 149mm. 、 (图3 焊缝坡口结构) (图4 RT-F检测的透照布置) 表1 缺陷类型及分布区域信息 2.4 Testing Procedures 2.4.1 DR detection procedure (1) According to the inspected workpiece (1422mm × The diameter and wall thickness of the 21.4mm pipeline girth weld are calculated based on the exposure process parameters in accordance with Part 5 of the standard SY/T4109-2013 and the DR exposure curve. (2) Set DR system parameters and perform DR detector calibration. (3) Fix the track of the DR system onto the pipeline, install the DR image acquisition system on the track, and inspect the pipeline circumferential welds under effective radiation protection conditions. (4) Determine whether the resolution, contrast, sensitivity, normalized signal-to-noise ratio, grayscale value and other image quality indicators of the detected image meet the standard requirements. If they do not meet the standard requirements, adjust the process parameters and retest until the image quality indicators meet the standard requirements. (5) Evaluate inspection images that meet standard requirements, label defects, save inspection data, and generate DR reports. 2.4.2 RT-F detection program (1) Calculate the exposure process parameters based on the pipe diameter and wall thickness of the inspected workpiece, as well as the content in Part 4 of the standard SY/T4109-2013 and the RT-F exposure curve. (2) Process preparation before RT-F, including selection of X-ray machine model, selection of film and intensifying screen, determination of image quality indicator, marking, cassette, shielding plate, standard density film, etc. (3) Under effective radiation protection conditions, RT-F shall be performed on the pipeline circumferential welds according to the calculated exposure process parameters. (4) Develop, stop, fix, wash, and dry the exposed film to ensure that the contrast, sensitivity, blackness, marking, and apparent quality of the substrate meet the requirements of the standard. If not, adjust the process parameters and retest until they meet the standard requirements. (5) Evaluate the negative film according to standard requirements, record the location and size of defects, and issue a testing report. 2.4.3 Comparison of Two Methods 1422mm × The advantages and disadvantages of DR detection and RT-F detection methods for 21.4mm pipeline circumferential welds are compared in Table 2. Table 2 1422mm × Comparison of advantages and disadvantages between DR detection and RT-F detection methods for 21.4mm pipeline circumferential welds. 2.5 Test results The image quality of DR was measured using PROFESSIONAL software, with an image resolution of D8, a linear image quality indicator sensitivity of W12, and a normalized signal-to-noise ratio of 190. The detection image quality met the requirements of standard Y/T4109-2013. The measurement of DR image quality is shown in Figures 5-7. (Image resolution in Figure 5) (Figure 6 Sensitivity of Linear Image Quality Indicator) (Figure 7 Normalized signal-to-noise ratio) The comparison test results of DR and RT-F are shown in Table 3. Comparing the defect details in digital images and negative films, both the DR method and RT-F method detected defects in the pipeline circumferential weld, and there were no missed detections. However, there are differences in the length of defect display and the clarity of edges. By adjusting image contrast and other image processing methods, DR detection images can effectively improve the detection personnel's ability to observe defects and observe smaller defect details. DR detection images of different types of defects are shown in Figures 8-13. (Figure 8 DR image of dense pores) (Figure 9 DR image of incomplete fusion at the groove) (DR image of crack in Figure 10) (DR image of incomplete root penetration in Figure 11) (DR image of pores in Figure 12) (Figure 13 DR image with incomplete fusion between layers) 3. Conclusion Two different radiographic testing methods, DR and RT-F, were used to compare the detection capabilities of the two methods for different types of defects in the butt circumferential welds of processed pipes containing defects. The experimental results show that both DR and RT-F detection methods can detect defects such as pores, incomplete fusion of grooves, incomplete fusion between layers, incomplete root penetration, and cracks in pipeline circumferential welds; In terms of image sensitivity, DR and RT-F levels are equivalent, and both can see the linear image quality indicator W12; In terms of image resolution, the dual line image quality indicator index of DR image is slightly lower than that of RT-F; In terms of signal-to-noise ratio, the signal-to-noise ratio of DR images is much higher than that of RT-F; Due to the fact that the recognition ability of detection image details depends on the effective attenuation coefficient, signal-to-noise ratio, and image resolution of the inspected weld seam, DR can observe smaller defect details, and the defect size of DR images is slightly larger than that of RT-F. DR meets the development requirements of digital pipelines and has gradually been applied in oil and gas pipeline inspection, with broad development prospects in the future.MORE






