Location:Home > APPLICATION
-
 2023-09-26
2023-09-26How to choose non-destructive testing methods for wind turbine blade inspection
Wind energy is a green and renewable energy source with good development prospects. China has enormous potential for developing wind energy and abundant resources, with a total exploitable capacity of approximately 1000-1500 GW. It can be seen that wind power has the potential to become an important component of the future energy structure. Therefore, the development of wind power generation has also received much attention, and wind turbine blades are an important component of wind turbines, usually made of glass fiber composite materials. Due to the complexity of their manufacturing process, defects are inevitable during the molding process; In addition, due to the harsh working environment and the complex and variable working conditions, varying degrees of damage can also occur during operation. Damage and Defect Analysis of Fan Blades The causes of defects in fan blades are multifaceted, and typical defects such as pores, layering, and inclusions may occur during the production and manufacturing process. Pore defects are mainly caused by factors such as poor resin and fiber infiltration, incomplete air extrusion, etc; Layered defects are mainly due to insufficient resin dosage, secondary molding, etc; The occurrence of inclusion defects is mainly due to the mixing of foreign objects during the processing. In addition, during transportation and installation, the blades have a certain degree of elasticity due to their large size and self weight. Therefore, it is necessary to do a good job in protecting the blades to prevent internal damage. It is worth noting that the blades of the fan may also experience varying degrees of damage during operation, mainly in the form of cracks, fractures, and matrix aging. External impact is the main cause of cracks, and fractures are usually caused by the accumulation of defect damage. Under normal operating conditions, the blades of the fan will not suddenly fracture, while matrix aging is due to the fan blades working under harsh conditions such as sand, rain, and salt spray corrosion for a long time. Comparison and Analysis of the Selection of Non destructive Testing Methods 1. X-ray testing technology For wind turbine blades, researchers such as He Jie have verified through experiments that X-ray technology is a good method for detecting volumetric defects such as pores and inclusions in wind turbine blades. It can detect cracks perpendicular to the surface of the blades, and has certain detection capabilities for resin and fiber aggregation. It can also measure defects such as fiber bending in small thickness wind turbine blade layers, However, it is not sensitive to common delamination defects and cracks parallel to the surface of wind turbine blades. In the literature, defects such as pores and inclusions have been detected, and the existence of defects can be observed from the experimental results, which can meet the requirements of pre factory inspection of blades and enable qualitative analysis. Researchers at the National Defense Key Laboratory of Electronic Testing at Central North University combine X-ray with modern testing theory. In the digital image processing stage, they use wavelet transform and image decomposition theory to decompose an image into components with different sizes, positions, and directions, changing the size of certain parameters in the wavelet transform domain, and identifying internal defects in X-ray images in real time. Researchers such as Zhu Province have verified the defect detection situation under different process conditions through experiments, and have shown that process management for radiographic testing is very necessary. In summary, under experimental conditions, X-ray technology can achieve defect detection of fan blades. For in-service fan blades, due to the influence of on-site factors and height limitations, it is difficult to achieve on-site inspection using X-ray detection methods. However, it has a certain detection ability for volume defects of fan blades. Due to the limitations of blade size, this method has not yet been widely applied to full size inspection of blades. 2. Ultrasonic testing technology Ultrasonic testing technology is more suitable for the inspection of fan blades after forming. At this time, the fan blades have not yet been installed, and the purpose of testing is to ensure the factory quality of the fan blades; The use of ultrasonic testing technology can effectively detect thickness changes and display hidden faults of the product, such as layering, inclusions, pores, lack of adhesive, and weak bonding at the bonding point, thereby greatly reducing the risk of blade failure. Due to the obvious anisotropy of composite material structures, they can have effects of reflection, scattering, and attenuation, making the propagation of ultrasonic waves in composite multi-layer structures more complex. The main ultrasonic testing methods for fan blade structures include pulse echo method and air coupled ultrasonic guided wave method. Due to the long detection cycle of this method, different specifications of probes need to be used for different types of defects, and coupling agents need to be used during the detection process, which is also the limitation. Therefore, for real-time dynamic monitoring, ultrasonic testing technology is difficult to achieve, but it can perform static testing before leaving the factory. Reflection pulses will be formed in the areas where defects exist, so the location of defects can be determined. 3. Acoustic emission detection technology Acoustic emission detection technology can dynamically monitor the initiation and propagation of cracks, thereby effectively detecting the overall quality level of fan blade structures, evaluating the actual harm level of defects, and preventing accidents from occurring. During the detection process, the received signal is spontaneously generated by defects under stress. However, in practical applications, acoustic emission is very sensitive to environmental factors, which can cause interference to the monitoring system and affect the accuracy of detection. Therefore, it is difficult to quantitatively analyze defects. However, it can provide dynamic information of defects under stress, which has certain advantages for life assessment and can be used for safety evaluation of blades. Compared with ultrasonic method, this method has no advantage in detecting the quality of static blades; However, due to its low requirement for the proximity of the inspected parts, this technology is more suitable for real-time monitoring of in-service fan blades. By adopting a multi sensor long-distance arrangement, the acoustic emission signals generated by the blades during operation can be received. Through post-processing, dynamic information of the damaged parts can be obtained. The main reason for using this method to monitor blades is that they will be subjected to external forces during operation, resulting in stress concentration. Defects under external forces will spontaneously generate signals, which can determine the location of defects. 4. Fiber optic sensor technology Embedding a fiber optic sensor array at the critical position of the fan blade to detect the changes in internal stress and strain during the dynamic process of processing, forming, and service. Real time monitoring of deformation and cracks caused by external forces, fatigue, etc. can be achieved to monitor the condition and evaluate the damage of the fan blade. Fiber optic has the characteristics of small size, light weight, high sensitivity, and resistance to electromagnetic interference. It is not only a sensor, but also capable of transmitting optical signals, making it easy to bury in components without affecting the overall strength of the components. Moreover, fiber optic can continuously and real-time detect changes in internal structural parameters, and can detect internal damage to materials and structures caused by various reasons. Therefore, this method has good development prospects, but due to the performance stability and price issues of fiber optic sensors, its application is greatly limited. 5. Infrared non-destructive testing technology Many domestic studies and literature research have shown that infrared thermal imaging detection technology can detect several typical defects in glass fiber blades. Moreover, the larger the defect size and shallower the depth, the greater the maximum surface temperature difference formed during the cooling process, making it easier to detect using an infrared thermal imager. For glass fiber reinforced composite materials used in manufacturing wind turbine blades, thermal imaging technology is a relatively applicable non-destructive testing method, especially suitable for common delamination and adhesive type defects. Compared with other detection methods, this method has the characteristics of non-contact, large area remote detection, simple operation, and easy real-time observation, making it more suitable for on-site detection of fan blades; However, due to the height limitation of the tower, there are certain limitations in on-site inspection. Considering factors such as light exposure and small temperature difference on the blade surface, this can have adverse effects on the inspection results, making it difficult to detect and qualitatively analyze defects. Therefore, further development and research are needed in the application of this method, which has significant research significance.MORE -
 2023-09-26
2023-09-26Selection of Process Parameters for Ultrasonic Phased Array Inspection of Welds
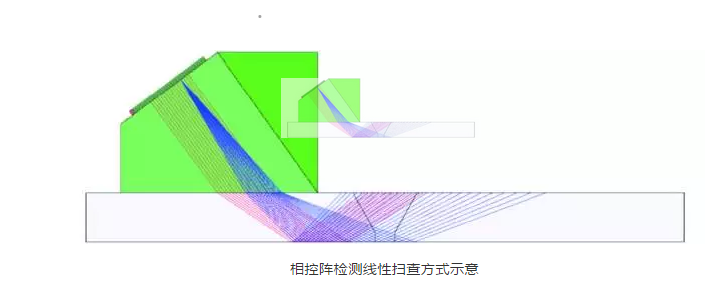
At present, traditional ultrasonic and X-ray inspection methods are still mostly used in the inspection of ship construction in China. Although these technologies are relatively mature, they take a long time and the process is relatively complex. In addition, ionizing radiation from radiation poses a certain degree of harm to the human body, and after the hull is closed, some welding seams need to shorten the focal length of the film due to limited space, which can lead to a decrease in the quality of the film and affect the detection rate of defects. In contrast, the ultrasonic phased array detection method is convenient, flexible, non radiative, and does not affect surrounding construction. It can detect materials with large wall thickness, and does not require opening or sealing holes when encountering structures. It can be operated on one side at the work site and can locate the depth of defects, making repair convenient. This can effectively reduce detection costs and accelerate construction progress. Meanwhile, when using the ultrasonic phased array detection method for detection, the detection results can be obtained by simply connecting the detection equipment to the computer, which is more timely and efficient. However, selecting the correct detection parameters before the start of testing is the foundation for successful use of ultrasonic phased array testing, otherwise there may be phenomena such as missed detection and misjudgment, which will bring inconvenience to quality and construction. Ultrasonic phased array detection system Selection of components The ultrasonic phased array detection system mainly includes hardware composed of a flaw detector, probes, wedges, etc., as well as software part of the focusing law composed of excitation chips, focusing range, scanning angle range, angle stepping, etc. The selection of detection system parameters mainly refers to the selection of hardware and software system parameters. Correct selection of their parameters is crucial for effectively detecting defects and for defect localization, quantification, and even qualitative analysis. In actual detection, the selection should be based on the structural shape, size, processing technology, and technical requirements of the inspected workpiece. ﹃ Selection of instruments﹄ At present, there are many brands of phased array instruments both domestically and internationally, and different instruments have their own characteristics. Therefore, the selection of testing instruments should be based on testing requirements and on-site conditions. (1) Instruments with better horizontal linearity and amplitude linearity should be selected to more accurately locate and quantify defects. The measurement method and maximum error requirements can refer to the standard ASTM SE-2491. (2) The actual engineering testing application environment is mostly in the workshop or outdoors, and it is advisable to choose instruments that are lightweight, portable, have good screen brightness, and have a simple operating system. (3) The ultrasonic phased array system has a series of transmitters and receivers, and their number is usually a multiple of 16, which is a limit imposed by the instrument on the maximum number of excitation probe chips by a set of focusing laws. For example, for a 32/128 phased array system, there are 32 channel transmitters and 32 channel receivers, and it is possible to switch to probes that support 128 channels. However, in a single focusing law, the maximum number of chips excited at any one time is 32. For unused channels, they can be used for certain detection of single crystal probes, such as the detection of a pair of TOFD probes. ﹃Selection of probes and wedges﹄ At present, there are many brands of phased array instruments both domestically and internationally, and different instruments have their own characteristics. Therefore, the selection of testing instruments should be based on testing requirements and on-site conditions. (1) Instruments with better horizontal linearity and amplitude linearity should be selected to more accurately locate and quantify defects. The measurement method and maximum error requirements can refer to the standard ASTM SE-2491. (2) The actual engineering testing application environment is mostly in the workshop or outdoors, and it is advisable to choose instruments that are lightweight, portable, have good screen brightness, and have a simple operating system. (3) The ultrasonic phased array system has a series of transmitters and receivers, and their number is usually a multiple of 16, which is a limit imposed by the instrument on the maximum number of excitation probe chips by a set of focusing laws. For example, for a 32/128 phased array system, there are 32 channel transmitters and 32 channel receivers, and it is possible to switch to probes that support 128 channels. However, in a single focusing law, the maximum number of chips excited at any one time is 32. For unused channels, they can be used for certain detection of single crystal probes, such as the detection of a pair of TOFD probes. Ultrasonic phased array detection process parameters The parameters of the acoustic beam excited by a phased array system need to comprehensively consider multiple factors. The scanning method of the acoustic beam, the number and position of the excited chips, the acoustic beam waveform, probe offset, acoustic beam angle, and focusing range all affect the detection results. The selection of process parameters should follow the following basic principles: (1) The sound beam can cover all the volume, heat affected zone, and 6mm outside the inspected weld seam. (2) After the set parameters have been calibrated by the instrument, they should be successfully certified on the certification test block. (3) Other requirements that comply with standard specifications. ﹃Sound beam scanning method﹄ In weld seam inspection, sector scanning (S-scan) is usually used, but in some special cases, linear scanning (E-scan) can be used to detect defects in a specific area. For example, for incomplete fusion defects in the groove, setting a set of linear scans perpendicular to the groove is very effective (see the figure below). The blue sector scan is used to cover the inside, root, and heat affected zone of the weld, while the red line scan is specifically set for the groove area. But for most standards, this is not a mandatory requirement. ﹃声束类型﹄ 在检测焊缝时,通常采用横波声束以及一次反射法来扫查焊缝,但对于晶粒相对粗大的不锈钢焊缝,有时即使采用低频的横波,依然存在着衰减严重、信噪比差的情况。此时,采用纵波角度入射不失为一种好的解决方法,如某公司为检测不锈钢而设计开发的DMA探头,就是利用纵波一发一收的原理。 ﹃Sound beam angle range﹄ The selection of sound beam angle range should comprehensively consider the selected wedge and weld size. Any wedge has its center angle, and the selected angle range should be within the recommended value range of the wedge manufacturer to ensure the reliability and controllability of the sound beam. The smaller the angle range of the sound beam, the more limited the volume of the covered weld seam. This group of sound beams may not fully cover the inspected area, so it is recommended to choose a large range of sound beams within the range recommended by the manufacturer. However, for the detection of large wall thickness welds or other situations, when a set of sound beams is set to the maximum range and still cannot effectively cover the inspected area, one or more sets of sound beams should be added. ﹃Probe offset and chip excitation starting position﹄ Probe offset generally refers to the distance from the center of the weld seam to the front edge of the probe, which, along with the starting position of the chip excitation, affects the relative position of the probe, sound beam, and weld seam. In the presence of excess height in the weld seam, sufficient probe offset should be ensured to avoid the probe leading edge pressing on the weld seam excess height and causing coupling failure. Usually, under the premise of ensuring coverage of the inspected area, the probe offset is adjusted so that the activated chip is in the middle position of the probe (see figure below). ﹃Number of excitation chips﹄ The more excited the number of chips, the larger the size of the effective chip, the greater the energy radiated by ultrasonic waves, and the stronger the ability to detect distant defects. At the same time, the near-field region also increases with the increase of chip size, which has a wide range of focus and is beneficial for detection. But too many excitation chips also pose higher requirements for phased array systems. If 32 chips need to be excited, 16/128 devices cannot be implemented, and at least 32/128 devices need to be used; In addition, increasing the number of excitation chips will affect the scanning speed and also increase the burden of data storage. It is recommended to excite 16 chips for general material testing, and for materials with thick walls or slightly larger sound attenuation coefficients, the number of chips can be appropriately increased. ﹃focus range﹄ Unlike conventional ultrasound, ultrasonic phased array systems can achieve dynamic focusing of sound beams. As is well known, in the focusing area, the more concentrated the energy of sound waves, the higher the sensitivity and resolution. Therefore, it is particularly important to set the focusing area correctly. For relatively small weld seams, the focus area can be set in the middle of the weld seam, but as the wall thickness increases, the weld seam can be divided into several areas and detected using different sound beam focuses. In addition, if you want to accurately detect defects in a certain area, you can set the focus on that area. Process parameters Select Instance A phased array inspection was conducted on the pipeline butt weld during the construction process of a certain LNG (liquefied natural gas) platform. The tested material was A333 steel (low-temperature carbon steel), the welding process was argon arc welding, the groove form was "V", the pipe diameter was 200 mm, and the wall thickness was 12.7 mm. The detection equipment used is OMNISCAN MX1 or MX2, with a probe model of 5L32-A11 and a wedge model of SA11-N55S-AOD8.625. The parameter selection for the phased array system and probe is as follows: ﹃sector scan﹄ Beam type: transverse wave Probe offset: 16 mm Number of excited chips: 16 (9-25) Beam angle: 40 °~70 ° Focusing position: 19 mm ﹃Line scanning﹄ Beam type: transverse wave Probe offset: 22 mm Number of excitation chips: 8 Beam angle: 60 ° Focusing position: 19 mm During testing, a maximum of 16 chips can be excited at once. The ultrasonic phased array device should have at least 16 channels, with MX1 being 16/128 and MX2 being 32/128. The tested material is ordinary carbon steel, which is not a high attenuation coefficient material. To obtain better sensitivity and resolution, a 5 MHz probe can be selected; At the same time, the A11 probe is smaller than the A12 probe, which provides better coupling effect for pipelines with a diameter of 200 mm. The wedge matched to the A11 probe is the SA11 series. According to process simulation, transverse wave detection is used, that is, a transverse wave wedge with a center angle of 55 ° is used. At the same time, to achieve better coupling effect, the wedge should have a curvature close to the workpiece being tested (the diameter of the wedge should be slightly larger than the workpiece being tested, otherwise the center of the wedge cannot be in close contact with the workpiece). The wall thickness and volume of the inspected weld seam are relatively small, and using a set of fan scans can effectively cover the inspected volume. At the same time, for high-risk incomplete fusion defects in the groove, a line scan perpendicular to the groove is used to assist. The beam type uses the transverse wave reflection method. If the surface width of the inspected weld seam is 18 mm, the probe offset should be at least 9 mm. The beam range of the fan scan covers the weld seam and its heat affected zone, and is also within the manufacturer's recommended range. The focus range is set at the center of the weld seam. The probe offset, excitation chip, and beam range are all determined by the inspected weld seam itself, but they are not absolute fixed values. These values can be simulated, modified, and confirmed through acoustic beam simulation software. The simulation results of the process are shown in the following figure. Using this process for weld inspection, after scanning and analyzing the data, a root defect with a length of 7 mm was found. Special radiographic testing was conducted on this weld seam, and the results are consistent with those of ultrasonic phased array testing. Conclusion The ultrasonic phased array detection system has obvious advantages, but its system is slightly more complex compared to traditional ultrasonic detection. When formulating its detection process, various factors should be comprehensively considered, and its detection effect must be verified through experiments. If adverse factors such as missed detection and poor signal-to-noise ratio are found during the testing process, the process parameters should be adjusted.MORE -
 2023-09-26
2023-09-26Qualitative Dictionary of Ten Common Defects in Ultrasonic Testing
The qualitative problem of defects in ultrasonic non-destructive testing refers to the quantification, localization, and determination of the types of defects. Although many predecessors in non-destructive testing have made continuous efforts, summarized many valuable experiences, and conducted a large number of anatomical experiments to verify, there are still considerable difficulties in the qualitative analysis of ultrasonic testing in practical testing. This is mainly because the reflection of ultrasonic waves by defects depends on their orientation, shape, length and thickness relative to the propagation direction of sound waves, surface roughness of defects, content of defects, and types and properties of defects. The acoustic signal obtained during ultrasonic testing is a comprehensive response. At present, the commonly used ultrasonic testing technology is still difficult to separate and identify the above factors from the reflected acoustic signal, which brings certain difficulties to the qualitative analysis. In the actual testing process, due to the difficulty in determining the nature of defects or accurately locating defects, some workpiece defects may be missed or products that can be repaired or even eliminated during subsequent processing may be rejected, resulting in unnecessary waste. At the same time, some products containing dangerous defects (such as cracks) may also be overlooked, posing a potential threat to the safety of product use, And it may cause customers to claim compensation from the production unit, causing unnecessary trouble. The qualitative evaluation of defects in ultrasonic testing technology is mainly based on the starting speed of the waveform signal, the steepness of the front edge of the echo, the speed of the descent of the trailing edge of the echo (descent slope), the shape of the wave tip, the width of the echo, and the changes in the defect echo when the probe is moved (wave amplitude, position, quantity, shape, etc.). It can also be based on the number of times the bottom wave is observed, the height loss of the bottom wave, and the position of the defect in the inspected piece Based on the distribution, equivalent size of defects (related to reflectivity), extension, and the characteristics of specific products, materials, and manufacturing processes, a comprehensive judgment is made to evaluate the types and properties of defects. Sometimes, the echo characteristics of defects can also be observed by changing the frequency of ultrasonic pulses emitted, changing the diameter of the sound beam (such as focusing or using probes with different diameters), in order to identify whether it is a defect in the material or a tissue reflection. For example, judging white spots, inclusions, residual shrinkage cavities, coarse grains, central porosity, square segregation in steel forgings, as well as defects such as pores, slag inclusions, incomplete penetration, incomplete fusion, and cracks in welds, largely depends on the experience, technical level, and understanding of specific products, materials, and manufacturing processes of ultrasonic testing personnel, and its limitations are significant. The following are the echo characteristics of ten common defects: Coarse grains and porosity in steel forgings often occur in the form of clutter, cluster waves, or increased loss of bottom wave height, reduced number of bottom wave reflections, etc. The central crack of the bar - When scanning along the circumferential surface with a 360 ° radial longitudinal wave, due to the radiation directionality of the crack, the reflected wave amplitude varies in height and has varying degrees of motion. When scanning along the axial direction, the amplitude and position of the reflected wave do not change much and show a certain extension length. Cracks in forgings - due to the presence of gas in the contents of crack type defects, there is a significant difference in acoustic impedance compared to the base material. The ultrasonic reflectivity is high, and the defect has a certain extension length. The wave initiation speed is fast, and the front of the echo is steep, with sharp peaks. The slope behind the echo is large. When the probe moves over the direction of crack extension, the wave initiation and disappearance are rapid. The white spots in steel forgings have sharp and clear peaks, often in the shape of multiple heads, with strong reflection and fast wave initiation speed. The front edge of the echo is steep, and the slope of the echo back edge is large. When the probe is moved, the echo position changes rapidly, one after another, mostly within the range of 1/2 radius from the center of the tested piece, such as steel bars, or the middle layer position of 1/4 to 3/4 of the maximum section thickness of the steel forging, which has the characteristic of appearing in batches (related to furnace batch numbers and hot processing batches). When there are many white spots, large areas, or densely distributed, it can also cause a significant decrease or even disappearance of the bottom wave height. The non-metallic inclusions in forgings are mostly single reflection signals, with slow onset, less steep front edge of the echo, rounded and blunt peaks, less slope of the echo back edge, and a larger echo width. The high-density inclusions (such as tungsten and molybdenum) in titanium alloy forgings are mostly single reflection signals, with a relatively small echo width, but larger than cracks. The front edge of the echo is steep, and the slope of the back edge is large. When the detection frequency and sound beam diameter are changed, the reflection equivalent size does not change significantly (such as large grains or other structures reflecting in this case, the echo height will have a significant change). Pores in castings or welds - characterized by fast onset but low amplitude, and punctate defects. Incomplete penetration in welds - mostly at the root (such as incomplete fusion of the blunt edge when welding on one side of a V-shaped groove) or in the middle (such as incomplete fusion of the blunt edge when welding on both sides of an X-shaped groove), usually with a straight extension, a single echo rule, strong reflection, and easy detection from both sides of the weld. The inclusion of slag in castings or welds - the reflected waves are relatively disordered and irregular in position. When the probe is moved, the echo changes, but the waveform changes relatively slowly, the reflectivity is low, the starting speed is slow, and the slope of the trailing edge is not too large. The echo occupies a larger width. Cracks in steel castings - The waveform has two main characteristics: it has an envelope line and the waveform is relatively independent; Moving the probe in both directions can reveal defect waves. The waveform of slag inclusions is not very independent, but defect waves can be checked from all four directions. Generally, in order to further confirm the nature of defects, other non-destructive testing methods such as X-ray photography (inspection of internal defects), magnetic particle and penetration testing (inspection of surface defects) should also be used to assist in the judgment.MORE






