2023年11月02日
LNG 接收站低温管道 DR 在线检测技术探讨
LNG 接收站低温管道 DR 在线检测技术探讨
王晓博' 高 振² 侯建国² 王秀林² 李志峰*
('中国特种设备检测研究院 北京 100029)
(²中海石油气电集团有限责任公司 北京 100028)
摘 要:为了实现 LNG 接收站压力管道不停机检验,通过模拟 LNG 接收站低温管道服役环境, 采用 X 射线数字成像检测系统(DR), 研究了绝热层、气态和液态介质对 DR 检测结果的影响。结果 表明:当管道不带保冷层、无介质时,DR 检测结果具有高度可靠性;对于气态管道,DR 可以有效的检 测出圆形、条形、未熔合、未焊透缺陷,较为有效的检测出咬边缺陷;对于低温液态管道,DR 可以有效 的检测出未焊透缺陷,DN200 以下规格中的圆形缺陷、条形缺陷和未熔合缺陷。同时,DR 可以隔着 绝热层很好的反应管道内外部腐蚀信息。DR 可以作为 LNG 接收站低温管道不停机检验时保障长周 期安全运行的一种有效解决途径。
关键词:LNG 接收站 低温管道 DR 在线检测 缺陷
中图分类号:TB663 文献标识码:A 文章编号:1000-6516(2020)04-0052-07
Discussion on on-line detection technology of DR
for cryogenic pipeline in LNG terminal
Wang Xiaobo' Gao Zhen²Hou Jianguo² Wang Xiulin²Li Zhifeng'"
('China Special Equipment Inspection and Research Institute,Beijing 100029,China)
(²CNOOC Gas&Power Group,Beijing 100028,China)
Abstract: In order to realize the non-stop inspection of pressure pipeline in LNG terminal,the influence of thermal insulation layer,gaseous media and liquid media on the result of DR testing was studied by simulating the service environment of low temperature pipeline in LNG terminal and using X-ray digital radiography(DR).The results show that,the DR testing results are highly reliable when the pipeline has no thermal insulation layer and no medium;for gas pipeline,DR can effectively detect round flaw,stripy flaw,incomplete penetration flaw and lack of fusion flaw,and less effectively detect undercut flaw;for low temperature liquid pipeline,DR can effectively detect incomplete penetration flaw,as well as round flaw,stripy flaw and lack of fusion flaw defects in specifications below DN200.At the same time,DR can reflect the internal and external corrosion information of the pipeline well through the thermal insulation layer.DR can be used as an effec- tive solution to ensure the long-term safe operation of LNG terminal's low temperature pipeline during non-stop inspection.
收稿日期:2020-05-07;修订日期:2020-07-19
基金项目:中海石油气电集团有限责任公司和中国特种设备检测研究院课题“LNG 接收站装置 RBI技术应用试点及检验标 准的编制”(K-18-R03)。
作者简介:王晓博,男,34岁,工程师、硕士研究生。
通讯作者:李志峰,男,39岁,硕士、高级工程师。
Key words:LNG terminal;low temperature pipes;digital radiography;on-line detection;flaw
1 引 言
LNG 接收站主要由卸料系统、储存系统、BOG蒸发气处理系统、输送系统和汽化系统等组成。除海水系统和高压外输系统外,主工艺系统 LNG、NG均在深冷工况(介质温度范围为-158—-162 ℃,工艺设计温度为-170 ℃)下工作,因此几乎都为覆盖有聚异氰脲酸酯绝热层的奥氏体不锈钢。为规范压力管道定期检验工作,保障其安全运行,中国现行安全技术规范要求需定期对压力管道进行停产检验,但 LNG 接收站大多数压力管道因自身保冷层的存在及区域能源供应不能停产,且传统定期检验必须排除介质、拆除保冷层且需隔离置换后才能满足检验要求,因此不具备停车检验的基本要求(2),不能依据中国现行规范TSG D7005-2018《压力管道定期检验规则- 工业管道》实施传统停车检验。随着服役时间的增加,低温管道不可避免的会产生相关安全隐患(34),如何在不停车状态下及时发现低温管道的安全隐患,不仅关系到整个LNG 接收站的运营安全,更涉及到区域能源供应是否平稳。
数字成像检测(DR) 作为一种新兴检测技术,已被广泛应用于受压元件焊接接头缺陷检测上,研究表 明1⁵],对带有保冷层及管内有液氨的管道,DR 检测结果并不受介质影响,DR 技术具有在线检测管道焊缝缺陷的潜力。但是对低温管道尤其是LNG 接收站低温管道在线 DR 检测依旧缺乏系统性的精确定量研究。本文运用 DR 技术对各加工缺陷在不同条件下进行检测,以研究在不停车状态下绝热层、气态和液态介质对DR 检测结果的影响,为站内低温管道不停车 检验提供指导,保障 LNG 接收站长周期安全运行。
2 实 验
2.1 实验材料
根据TSG D7005-2018 规定,管件的腐蚀、裂纹、咬边、错边、未熔合、未焊透、圆形和条形等缺陷均会对压力管道安全状况的评定及下次定期检验日期的确定产生影响。因此,为了系统性的准确评价DR技术对各缺陷在不同条件下的有效性,设计加工了如表1所示的各种腐蚀和焊接缺陷,每一个试件均由304不锈钢制作,包含一个弯头和两段直管,采用焊接连接,其结构示意图如图1所示,其中,不锈钢管件规格的选取参考某 LNG 接收站实际管道规格。
表 1 试件缺陷尺寸及安全状况影响因素
Table 1 Defect size and influencing factors of safety conditions of test piece
缺陷类型
规格
缺陷尺寸
安全状况影响因素
腐蚀缺陷(直管)
057×3
A侧局部腐蚀,B侧均匀腐蚀0.2 mm
g219x4
A侧局部腐蚀,B侧均匀腐蚀0.4 mm
减薄量
g273×4
A侧局部腐蚀,B侧均匀腐蚀0.6 mm
裂纹缺陷&错边
缺陷(焊缝)
457×3
219×4
p273×4
A侧裂纹长L=10mm,B侧错边h=0.5 mm A侧裂纹长L=21mm,B侧错边h=0.7 mm A侧裂纹长L=26 mm,B侧错边h=0.8 mm
裂纹不允许或特定情况下进行 合于使用评价;外壁错边量h
未熔合缺陷(焊缝)
p57×3
g219×4
p273×4
L=23 mm,h=0.3 mm
L=75 mm,h=0.5 mm
L=90 mm,h=0.5 mm
自身长度L、自身高度h
未焊透缺陷&咬边
缺陷(焊缝)
457×3
A侧未焊透h=0.4mm,B侧咬边h=0.7 mm
未焊透特定条件下参考局部减薄或未
9219×4
A侧未焊透h=0.4mm,B侧咬边h=0.7 mm
熔合;咬边深度h,其中GC1≤0.5 mm;
0273×4
A侧未焊透h=0.5mm,B侧咬边h=0.5mm
GC2(GC3)≤0.8 mm
圆形缺陷&条形
缺陷(焊缝)
g57×3
A侧圆形缺陷L=1.2mm,B侧条形缺陷h=0.9 mm
圆形缺陷:圆形缺陷率和单个
4219×4
A侧圆形缺陷L=1.6mm,B侧条形缺陷h=1.2 mm
圆形缺陷的长径L;条形缺陷:
g273×4
A侧圆形缺陷L=1.7 mm,B侧条形缺陷h=1.4 mm
自身高度或宽度h
为了更真实的模拟 LNG 接收站低温管道的实际服役工况,绝热层材料使用深冷型硬PIR(聚异氰酸 酯泡沫制品)及不锈钢金属保护层,采用如图2所示的粘贴、捆扎结构进行安装。如表2所示绝热层材料的技术性能及厚度选取依据某 LNG 技术文件,实验介质为液氮。
2.2 实验方法
实验采用便携式脉冲X射线机、非晶硅平板探测器和自主开发的分析处理软件。首先通过调整透照工艺参数,使 DR 检测图像满足检测灵敏度等相关要求,然后在所有试件未覆盖绝热层之前,用 DR 进行检测,对缺陷进行标定,为**终对比验证分析采集 基础数据;其次所有试件覆盖绝热层但未充装液氮前,再次用 DR 进行检测,研究绝热层及气态介质对 DR 检测结果的影响;**后当所有试件覆盖绝热层并充装液氮后,用 DR 进行**终检测,研究低温液态介质对 DR 检测结果的影响。
图1 实验试件结构及缺陷位置示意图
Fig.1 Schematic diagram of specimen and defect location
图2 试件绝热层安装示意图
Fig.2 Schematic diagram of thermal insulation layer installation
表2 管道尺寸及对应绝热层厚度对照表
Table 2 Pipe size and corresponding thermal
insulation layer thickness
管道
内层厚度/中间层厚
外层厚
总厚度/金属保护层
外径
mm
度/mm
度/mm
mm
厚度/mm
DN50
50
50
100
DN200
40
40
50
130
0.8
DN250
40
50
50
140
3 实验结果及分析
3.1 缺陷标定
工程应用表明对于停车状态的检测,DR 技术已能满足相关标准的要求,与传统胶片 X 射线检测相 比较,数字成像检测更加及时、准确和可靠。图3表明当管道不带保冷层、无介质存在时,DR 技术具有高度可靠性,对于腐蚀、裂纹、错边、未熔合、未焊透、 咬边、圆形和条形缺陷,DR 均可有效的识别出缺陷性质及尺寸,且缺陷尺寸和表1 中原始加工的临界尺寸基本一致。
3.2 覆盖绝热层后 DR 检测结果分析
DR 技术由于采用成像板或线阵列成像,致使平 板探测器不能弯曲,因此探测器和工件不能紧密贴合,由表2可知 LNG 接收站**小管径压力管道绝热层曲率远大于管件本身,故图4标记处即小管径弯头内弯侧及附近区域为检测盲区,DN100 规格以下,此盲区影响**为明显,且管径越小,影响区域越大。
如图5所示 DR 可以清楚的检测出腐蚀区域,但若腐蚀减薄量和基材本身壁厚差距不是特别明显时,虽然也能较为清楚的检测出腐蚀区域,但如图5c 所示成像质量较差,通过对比度增强、图像锐化及图像平滑处理等技术手段可有效改善图像质量[67],通过欠曝光和过曝光获得合成图像,以取得带包覆层和含介质管道内外壁的清晰图像,以此作为壁厚精确测量的基础,通过算法优化、图像重建等技术手段,可以准确的测量出管道厚度和腐蚀区域尺寸。
高温管道在线检测时,隔着保温层,DR 可以在特定条件下高效率的识别出裂纹类缺陷。但本实验发现覆盖绝热层后,除因管径较小存在检测盲区致使无法有效检测外,虽然各试件内部成像质量清晰, 但如图6b 所示 DR 对裂纹类缺陷检测有效性较差,可能由于本实验中裂纹尺寸较小所致;同时,裂纹是面积型缺陷,对射线检测而言,裂纹本身就属于易漏检的缺陷,通过拉普拉斯锐化、浮雕特效和多尺度对比度增强等技术手段处理后有可能获得满足人眼视觉要求的缺陷显示效果。
安装绝热层后虽然整体成像质量较裸管时差,但DR 仍可以较为清楚的识别出错边缺陷位置,图6c 局部错边量约0.5mm,由于金属保护层环向接缝恰好 和焊缝错边重合,造成实测错边量和加工尺寸偏差较大。因此实际工程应用中若焊缝与金属保护层纵/环 接缝重合时,应准确判断、从严要求。
图3 不带保温层、不含介质时典型缺陷形貌
Fig.3 Typical defect morphology without thermal insulation layer and medium
图4 DR 检测盲区示意图
Fig.4 Schematic diagram of DR detection blind areas
图5 腐蚀缺陷形貌
Fig.5 Morphology of corrosion defects
(a) (b) (c)
图6 裂纹和错边缺陷形貌
Fig.6 Morphology of crack and unfitness defects
DR 对未熔合和未焊透缺陷有很好的检出效果, 能够准确的检测出未熔合、未焊透缺陷区域及尺寸且成像质量和裸管时偏差不大,图7b 中未熔合尺寸为L=90mm,h=0.5mm, 和裸管时L=95mm,h=0.6mm 偏差不大;图7c 中未焊透尺寸为 L=175 mm, H=0.5 mm,和原始加工尺寸一致。
(a) (b) (c)
图7 未熔合和未焊透缺陷形貌
Fig.7 Morphology of lack of fusion flaw and incomplete penetration flaw
覆盖绝热层后,虽然成像质量较裸管时差,但 DR 对咬边、圆形和条形类缺陷依旧具有很高的敏感性,如图8a中**大咬边深度为0.5 mm;图 8b 中单个圆形缺陷**大长径为1.8 mm;图 L=46 mm,自身高度h=1.5mm, 有很好的一致性。8c 中条形缺陷长度 与原始加工尺寸具有一致性。
(a) (b) (c)
图8 咬边、圆形和条形缺陷形貌
Fig.8 Morphology of undercut flaw,round flaw and stripy flaw
由以上结果分析可知,当试件覆盖绝热层、介质为气态时,DR 可以有效的识别出腐蚀区域,可以隔着绝热层清晰的再现管道内外壁形貌;可以有效的检 测出圆形、条形、未熔合、未焊透缺陷,较为有效的检 测出咬边缺陷,但在本实验条件下,DR 对裂纹类缺陷有效性差。此外,受制于平板探测器特性,小管径管道存在检测盲区。
3.3 覆盖绝热层、充装液氮时 DR 检测结果分析
相对于空管(介质为空气)状态下的射线检测, 液态介质的存在对射线的影响主要来源于介质对射线的衰减和散射两方面°,但研究表明,X 射线在液 态烃中因吸收引起的衰减较低,DN300 以下含烃薄壁管在线检测中应用 X 射线探伤方法具有一定的可 行性10]。如图9所示覆盖绝热层、充装液氮时的温 度监测表明,管内液氮温度约-195℃,管道外壁温度约-115℃,金属保护层外无结冰现象,绝热效果 良好,符合 LNG 接收站相关技术指标。
(a) (b) (c)
图9 覆盖绝热层且充装液氮时 DR 检测
Fig.9 DR detection after covering thermal insulation layer and filling liquid nitrogen
在覆盖绝热层、充装液氮的条件下,DR 可以较为清楚的识别出腐蚀区域,虽然如图10所示管径越大,成像质量越差;但即使扣除腐蚀减薄量后的剩余壁厚和基材公称壁厚差距不是特别明显,如图10c 所示仍可以识别出腐蚀区域,而且考虑到本实验是以影响安全状况等级评定所设置的临界减薄量,因此,从安全角度而言,漏检小于临界减薄量的腐蚀缺陷,不会影响管道的正常评级。
(a) (b) (c)
图10 腐蚀缺陷形貌
Fig.10 Morphology of corrosion defects
对于裂纹和错边类缺陷,由于绝热层和液态介质 的存在,如图11所示 DR 均不能有效的检出。此外, DN200 管道内部成像质量较为清晰,DN250 管道内 部成像质量较差。因此,在现有技术条件下对于大直径有 LNG的管道的 DR 检测可以考虑采用更强大的 射线源,如 Ir192 或 Co60 等,保证足够的穿透力,获 得高质量的影像,以识别更多的缺陷信息。
图11 裂纹和错边缺陷形貌
Fig.11 Morphology of crack and unfitness defects
DR 对 DN200 以下管径的未熔合缺陷具有较高 的检出率,如图12a 所示可以较为清楚的检测出未熔合缺陷区域和尺寸(L=18 mm,h=0.3 mm),成像质 量和不带液时无明显差别,对 DN250 以上管径检测有效性较差。在不考虑检测盲区的前提下,虽然成像 质量较之未充液时差,但如图12c 所示 DR 仍能较为 有效的检测出未焊透缺陷区域及尺寸,未焊透缺陷长约160 mm,自身高度约0.5 mm,缺陷尺寸和未充液 氮时无明显差别。
图12 未熔合和未焊透缺陷形貌
Fig.12 Morphology of lack of fusion flaw and incomplete penetration flaw
如图13 所示 DR 不能有效的识别出咬边缺陷, 对 DN200 以下管径可以有效的识别出圆形缺陷及条 形缺陷区域及尺存;DN250 以上管径内部成像质量虽然较为清晰,但此时识别出圆形缺陷及条形缺陷的 有效性差 。
图13 咬边、圆形缺陷和条形缺陷形貌
Fig.13 Morphology of undercut flaw,round flaw and stripy flaw
对比分析可知,试件在覆盖绝热层、充装液氮后, DR可以高效的识别出腐蚀区域并可以清晰的隔着绝热层及液态低温介质再现管道内外壁形貌。在不考虑检测盲区的情况下,对于裂纹、错边及咬边类缺 陷,DR 有效性差;对于未焊透缺陷,DN250 以下规格 中均可有效检出;对于未熔合、圆形及条形缺陷, DN200 以下规格中均能有效检出,DN250 以上规格中检测结果不明显,有效性差。
4 结 论
通过模拟 LNG 接收站低温管道实际服役工况,对含缺陷试件在不同条件下进行了试验,研究分析了绝热层、气态介质及低温液态介质对 DR 检测结果的 影响,主要结论如下:
(1)采用 DR 对 LNG 接收站低温管道实施不停 机的在线检验是可行的,DR 可以隔着绝热层很好的 反应管道内外部腐蚀信息,能够有效的解决LNG 接 收站低温管道不能停机检验的难题。
(2)对站内气态管道,DR 可以有效的检测出圆形、条形、未熔合、未焊透缺陷,较为有效的检测出咬边缺陷,但对裂纹类缺陷不敏感。
(3)对站内低温液态管道,DR 可以有效的检测出未焊透缺陷,DN200 以下规格中的圆形缺陷、条形缺陷均和未熔合缺陷;对裂纹、错边及咬边类缺陷有效性差,检测时需辅助以其他技术手段。
参 考 文 献1
1 何俊男,吴明,孙东旭,等.保冷循环操作对接收站功耗影响研究 [J]. 低温工程,2018(4):35-42.
He Junnan,Wu Ming,Sun Dongxu,et al.Study on influence of recir- culation operation on power consumption of receiving terminal[J]. Cryogenics,2018(4):35-42.
2 秦敬芳,赵盈国,黄焕东,等,基于RBI的 LNG 接收站压力管道检 验方法及应用[J]. 油气田地面工程,2019,38(增刊1):81-84.
Qin Jingfang,Zhao Yingguo,Huang Huandong,et al.Inspection meth- od and technical application of the pressure pipeline in zhejiang liquid natural gas terminal based on RBI[J].Oil-Gas Field Surface Engi- neering,2019,38(S1):81-84.
3 唐 毅,俞少行,张 继,等.低温液体储罐爆破片腐蚀失效分析 [J]. 腐蚀科学与防护技术,2018,30(5):529-533.
Tang Yi,Yu Shaoxing,Zhang Ji,et al.Corrosion failure analysis of bursting dise for eryogenie liquid tank[J].Corrosion Science and Pro- tection Technology,2018,30(5):529-533.
4 陈 虹,邱小林,高 旭,等.低温液体传输中夹带固态颗粒的流 动特性研究[J]. 低温工程,2014(4):1-4.
Chen Hong,Qiu Xiaolin,Gao Xu,et al.Investigation on flow charac- teristic of entraining solid particlein cryogenic liquid transmission process[J].Cryogenies,2014(4):14.
5 邵 翔.在役氨制冷管道 DR 检测技术应用[J]. 石油和化工设 备,2015,18(8):63-65.
Shao Xiang.Application of DR testing technology in ammonia refrige- ration pipeline in service[J].Petro&Chemical Equipment,2015,18 (8):63-65.
6 Kasban H,Zahran O,Arafa H,et al.Welding defect detection from ra- diography images with a cepstral approach[J].NDT and E Interna- tional,2011,44(2):226-231.
7 迟大钊,马子奇,程 怡,等.不等厚板搭接焊缝缺陷数字X 射线
检测[J]. 焊接学报,2019,40(11):45-48.
Chi Dazhao,Ma Ziqi,Chen Yi,et al.X-ray based defect testing meth- od for a lap joint with unequal thickness steel plates[J].Transactions of the China Welding Institution,2019,40(11):45-48.
8 顾 军.在役高温管道的数字射线检测[J]. 石油化工技术与经 济,2017,33(1):54-57.
Gu Jun.Digital radiographie testing of high temperature pipeline in service[J].Technology&Economies in Petrochemicals,2017,33(1): 54-57.
9 王一宁,余 薇,杨 钢,等.含介质压力管道 X 射线检测技术研 究[J]. 石油化工设备,2012,41(6);19-22.
Wang Yining,Yu Wei,Yang Gang,et al.Research on x-ray deteetion technology of pressure pipeline containing medium[J].Petro-Chemi-
cal Equipment,2012,41(6):19-22.
10 陈 刚,常尚维,彭 琼.在线液化石油气管道焊缝 X 射线探伤 [C]. 第二届全国管道技术学术交流会议,宁波,2002:199-202. Chen Gang,Chang Shangwei,Peng Qiong.Online x-ray inspection of welded seams of LPG pipelines[C].The second national pipeline technology academic exchange conference,Ningho,2002:199-202.
参 考 文 献2
1 Clark R E.Design optimization of moving-magnet actuators for recipro- cating electro-mechanical systems [J].Transactions on Magnetics, 1995,31(6):3746-3748.
2 张巍,郭方中.自由活塞型斯特林制冷机的设计方法[J]. 低温与 超导,1999,27(4):40-45.
3 孙中章,张永清.一种双活塞对置直线驱动斯特林制冷机的初步 研究[J]. 低温工程,1999(4):55-58.
4 HuJY,Zhang L M,Zhu J,et al.A high-efficiency coaxial pulse tube cryocooler with 500W cooling eapacity at 80K[J].Cryogenics,2014,62:7-10.
5 邓伟峰.大功率动磁式线性压缩机关键技术与实验研究[D]. 上海:中国科学院技术物理研究所,2016.
6 郭兆瑞,朱绍伟.液化天然气温区大功率脉管制冷机模拟及实验 研究[J]. 低温工程,2020,233(1):8-12.
7 邹慧明,张立钦,彭国宏,等.动磁式直线振荡电机性能模拟及实 验[J]. 电机与控制学报,2012,16(4):25-29.
8 lzzeldin Idris Abdalla,Taib Ibrahim,Nursyarizal Bin Mohd Nor.De- velopment and optimization of a moving-magnet tubular linear perma- nent magnet motor for use in a reciprocating compressor of household refrigerators[J].International Journal of Electrical Power&Energy Systems,2016.77:263-270
9 T Fei,H T Yu.The design of a moving-magnet linear oscillating motor for linear compressors[J].Applied Mechanies&Materials,2013 (833):433-438.
9 邵俊丰,张世义,范颖芳,等.复掺矿物掺合料混凝土抗氯盐侵蚀 与抗冻性试验研究[J]. 混凝土,2017(4):38-42.
10 张鹏,赵士坤,常海召,等.纳米 SiO₂ 和钢纤维增强混凝土抗冻和 抗裂性能[J]. 土木工程与管理学报,2018,35(3):73-78.
11 徐俊,仇培涛,赵璀璨,等.掺合料混凝土的抗冻性能分析[J]. 绿
色环保建材,2017(4):128.
12 李云峰,王宣卜,魏凤婷,等.不同矿物掺合料超高强混凝土抗冻 融性能的试验研究[J]. 中国科技论文,2017,12(22):2632-
2636.
13 李克亮,邢朝燕,陈爱玖,等.页岩陶粒泡沫混凝土性能与保温机 理研究[J]. 混凝土,2017(12):75-78,86.
14 张小冬,高南箫,乔敏,等.引气剂对溶液及混凝土性能的影响 [J]. 新型建筑材料,2018(5):36-40.
15 孙俊丰,聚羧酸高效减水剂在抗冻混凝土中的应用[J]. 水运工
程,2019(S1):87-93.
16 彭华娟,陈建国.双掺粉煤灰及偏高岭土对混凝土性能的影响研 究[J]. 粉煤灰综合利用,2017(6):24-26.
17 牛宇涛.煤矸石复合生态纤维混凝土抗冻性能研究[J]. 黑龙江
冶金,2017,37(5):3-4.
了解更多
 2023年11月02日
2023年11月02日 2023年09月26日
2023年09月26日 2023年09月26日
2023年09月26日 2023年09月26日
2023年09月26日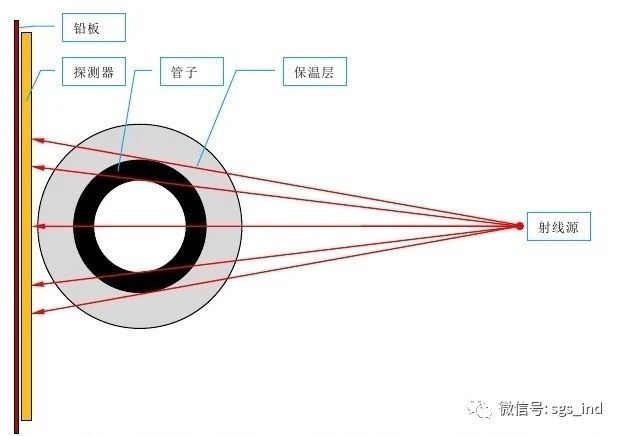 2023年09月26日
2023年09月26日





