CTS-PA322T型实时3D全聚焦 螺栓专用检测仪
1.系统介绍

CTS-PA322T是我司自主研发的一款新型64通道全并行的相控阵全聚焦(TFM)实时超声成像检测系统。系统实时采集材料内部的全矩阵(FMC)数据,并利用基于信号处理芯片的高速硬件成像技术,实现对金属以及非金属材料的高精度实时相控阵2D/3D全聚焦(TFM)成像检测。首创工业相控阵RF 射频元数据平台,可直接对完整的原始数据进行计算机处理。系统采用3D成像方式检测螺栓或销钉,图形可旋转观察,缺陷识别简单,检测速度快,平均一根螺栓检测时间2秒,检测结果可靠、伤损容易观察。操作人员专业技术可以不需掌握,按规定方式打开仪器、连接探头,只需1天的操作培训,即可掌握探伤方法。
2. 螺栓检测功能特点:
l 仪器可实现螺栓完全在役检测(即在未拆除螺栓状态下检测),可直接根据图像判断螺栓是否发生断裂或产生裂纹;
l 检测仪可适用于检测风机整体不同规格型号螺栓(包括塔筒螺栓、偏航螺栓、主轴与轮毂连接螺栓、叶片内、外圈变桨螺栓等)高强度螺栓规格型号为M20至M56,螺栓**长尺寸为1000mm、螺栓类型包括外六角螺栓、内六角螺栓、双头螺柱;
l 检测仪校准界面流程简单,具备声速、零点、TCG等校准功能、增益功能;
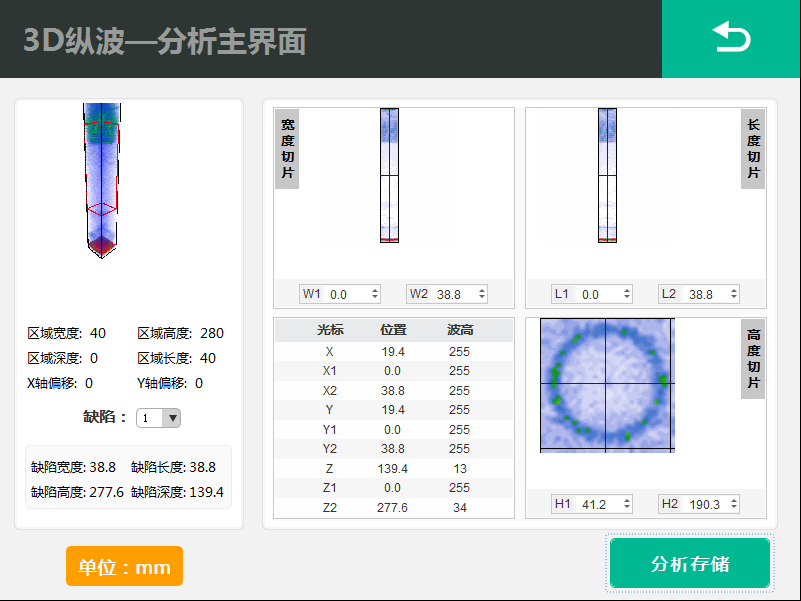
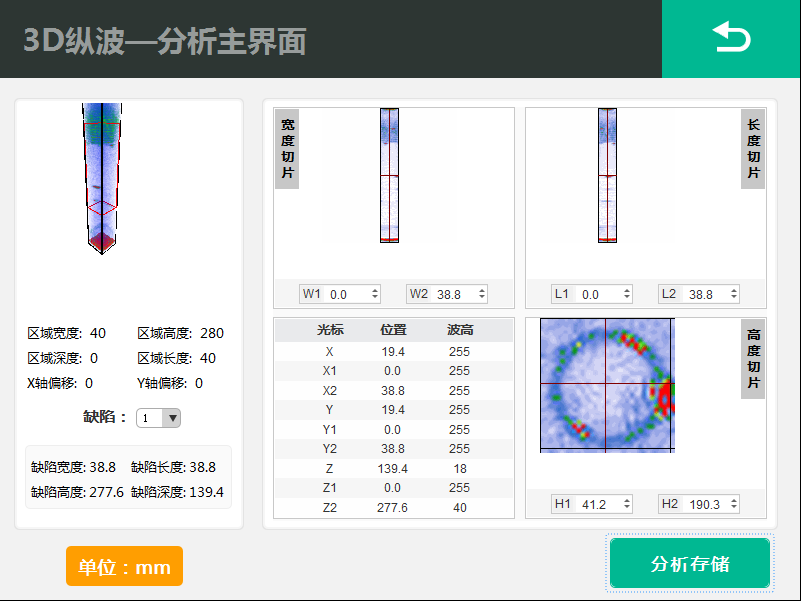
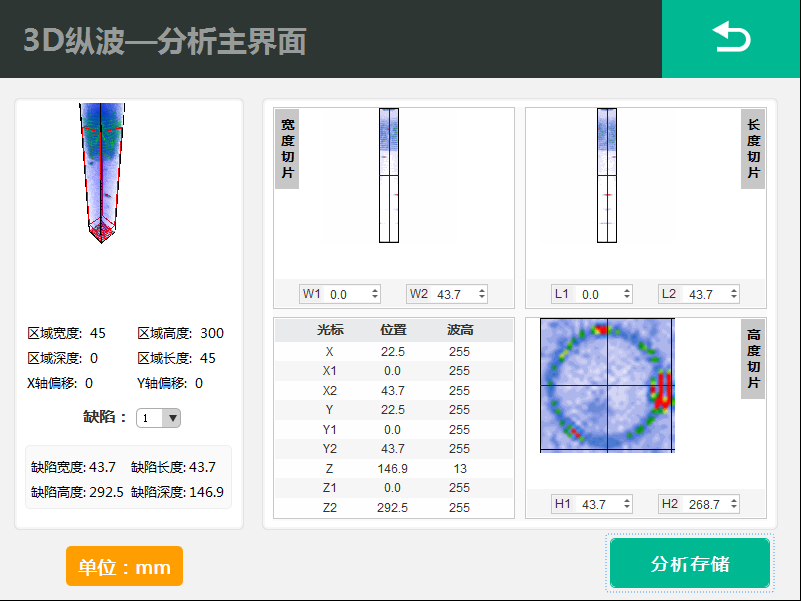
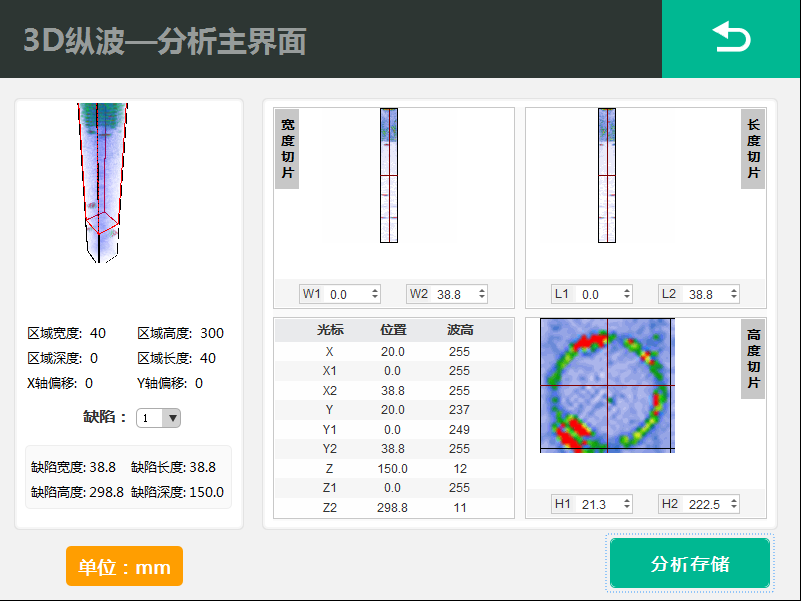
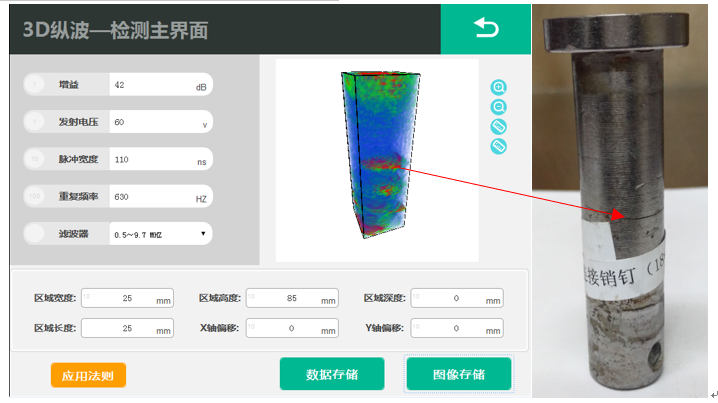
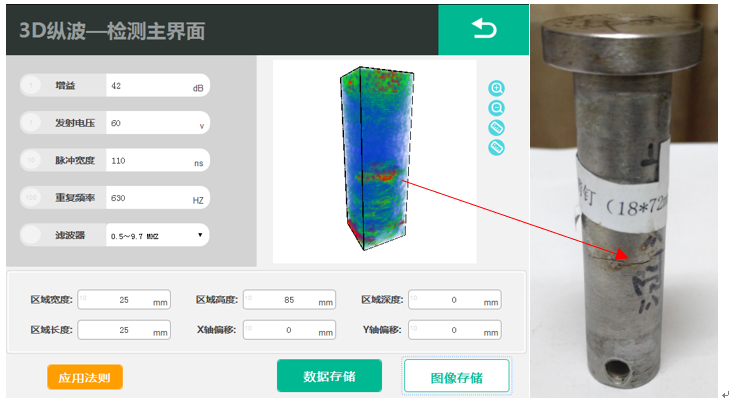
l 检测仪操作简单、成像结果直观。可直接输入螺栓规格,实时完成螺栓的3D成像。并可对3维图进行旋转平移查看缺陷。并提供检测螺栓的主视图、侧视图、截面图。不同视图可显示出螺栓缺陷位置、尺寸大小、缺陷程度等螺栓缺陷信息;
3. 系统功能特点:
l 依据全聚焦(TFM)重构算法模型,利用基于FPGA运算的高速硬件成像技术,实时地计算出全聚焦(TFM)图像结果,图像刷新率**高可达50帧/s。
l 具有64个全并行的相控阵硬件通道,可实时采集多达64*64条A型波的原始全矩阵(FMC)数据,数据**大采集深度可达2m。
l 支持铁路钢轨焊缝、机务车辆轮辋、轮轴等大型工件的实时大范围全聚焦(TFM)成像检测。
l 支持飞机蒙皮复合材料薄板工件的高精度实时全聚焦(TFM)成像检测。
l 针对不同检测应用场合,内置了多个全聚焦(TFM)成像检测模块,只需要在工艺设计界面输入探头、楔块、工件等参数,即可方便地进入全聚焦(TFM)检测主界面进行检测。
l 可根据用户在实际检测应用中具体需求的变化,定制开发专用的全聚焦(TFM)检测模块。
l 3D纵波全聚焦(TFM)模块,基于二维面阵探头,采用一次反射纵波全聚焦(TFM)的模式,3D图像化检测材料内部一次直接反射类型的缺陷,例如,通孔、气泡、夹渣等。
l 多层材料纵波全聚焦(TFM)模块,采用一次反射纵波全聚焦(TFM)的模式,检测多层分层材料的未粘合以及粘合状况不佳的情况,也可以用来检测每一层材料内部的一次直接反射类型的缺陷,例如,通孔、气泡、夹渣等。
l 采用原始全矩阵(FMC)的对角线数据可以实现被检材料的合成孔径SAFT成像。
l 基于全矩阵数据(FMC)的SAFT成像技术原理,可以实现基于SAFT技术的快速C扫描成像。
4. 系统性能指标:
|
脉冲 发生器 |
发射电压 |
双极性方波,45 V ~ 100 V可调,步进1V、10 V |
|
脉冲宽度: |
10 ~ 600 ns,步进1ns、10 ns |
|
|
接收器 |
带宽: |
0.5 ~15MHz |
|
增益范围: |
0 ~ 55 dB,步进1dB 、10dB |
|
|
滤波器: |
低、中、高3档 |
|
|
数据处理 |
数字化率: |
62.5 MHz,10 bit |
|
输入阻抗: |
50Ω |
|
|
嵌入处理器: |
大型FPGA嵌入,大数据的实时硬件运算处理 |
|
|
聚焦法则: |
65536个法则 |
|
|
接收延迟: |
0~40 μs,精度2.5ns |
|
|
系统 |
通道配置: |
全并行64*64 |
|
功耗: |
约50 W |
|
|
运行平台: |
Windows7系统以上 |
|
|
数据传输: |
100M/1000M 以太网 |
|
|
尺寸: |
410×120×280mm |
|
|
重量: |
11Kg含电池 |
|
|
输入输出 |
电脑配置 |
USB 3.0接口4个 |
|
HDMI高清视频接口1个 |
||
|
LAN千兆网口2个 |
||
|
Rs232串口调试口1个 |
||
|
VGA视频信号接口1个 |
||
|
相控阵主机配置 |
I-PEX相控阵探头接口1个 |
|
|
LAN千兆网口1个 |
||
|
I/O输出口1个 |
||
|
USB 2.0接口2个 |
||
|
ENCONDER编码器接口1个 |
5. 技术原理
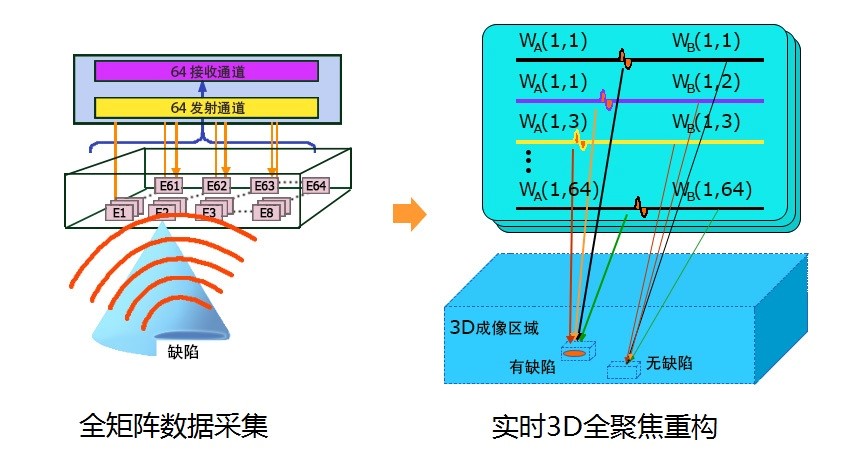
基于全矩阵数据采集(Full Matrix Capture, FMC)的相控阵全聚焦(Total Focusing Method, TFM)超声成像检测技术,因其具有缺陷成像分辨力高、算法灵活等优点成为近几年相控阵超声成像检测领域的研究热点。当前,国内外相关技术研究人员对于全聚焦成像技术的研究主要集中于使用一维线阵实现二维的全聚焦成像。
CTS-PA322T系统基于二维面阵探头实时采集三维空间信息数据,并利用芯片的高速并行运算能力,实现了硬件的实时3D全聚焦成像。检测成像结果非常直观,能够真实还原工件整体内部结构,从而达到所见即所探的检测效果。
6. 螺栓检测实际应用
由于CTS-PA322T系统基于二维面阵探头从不同角度实时采集空间三维信息,实时进行硬件的空间三维全聚焦,因此这种成像模式非常适合螺栓、销钉等工件的实时成像检测。依据螺栓不同尺寸,我们可以采用不同尺寸面阵探头并结合不同材料声阻抗匹配延时块,能够实现各种大小螺栓的有效实时3D检测。
l 风电螺栓检测:
1)各类型螺栓人工刻槽:

2)自然缺陷螺栓:


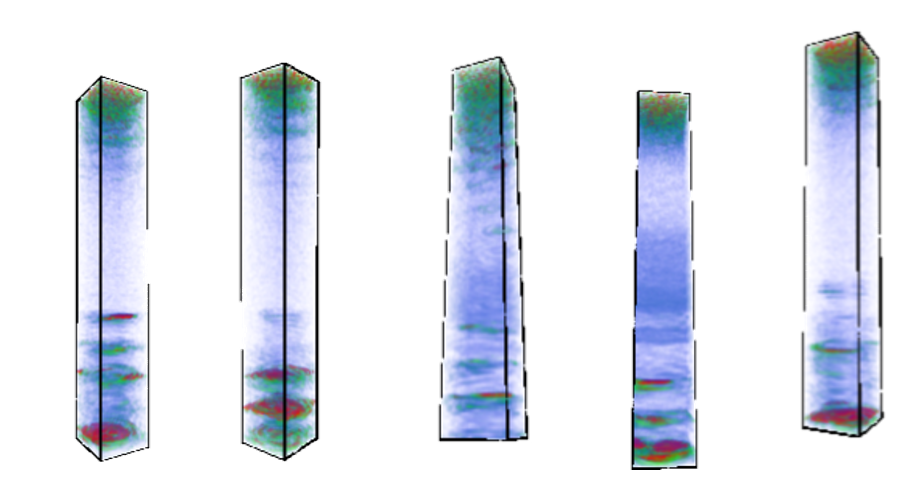
上图5根螺栓为某风场检测的5根带自然缺陷(断裂及裂纹)的叶片内圈变桨螺栓及其检测结果图。
l 其他螺栓检测:

1)铜质螺栓——人工缺陷
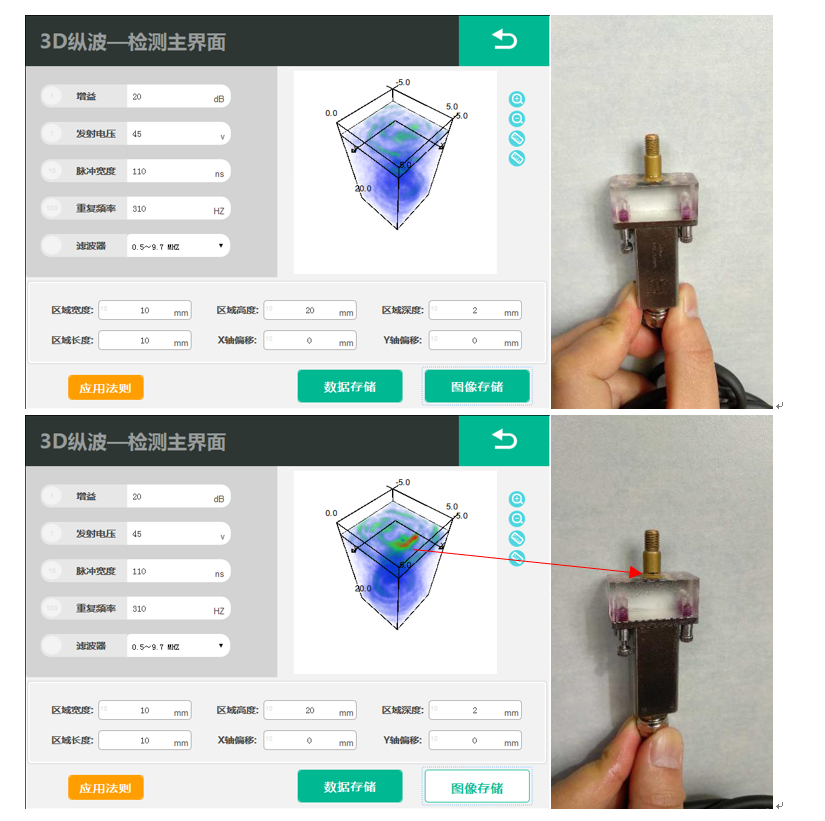
螺栓材质为黄铜,长度18mm,直径6mm。其中一个有1mm深人工线切割裂纹,另一个没有裂纹。
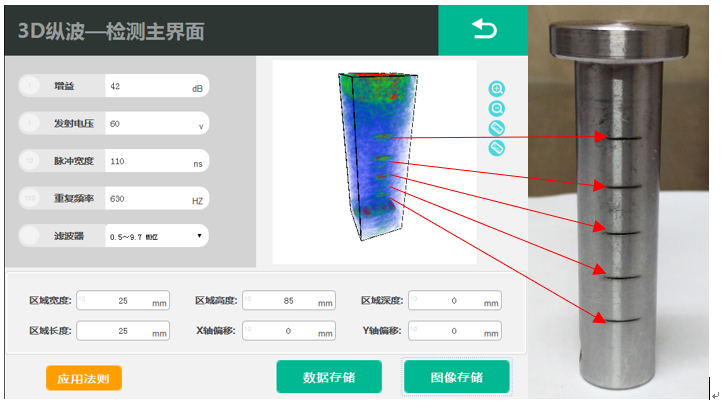
2)高强度合金钢螺栓——人工缺陷

螺栓材质为12.9级高强度合金钢,长度100mm,直径30mm。在深度为50mm、80mm周向间隔120°的螺纹底部分别加工了2个2mm深人工线切割裂纹。
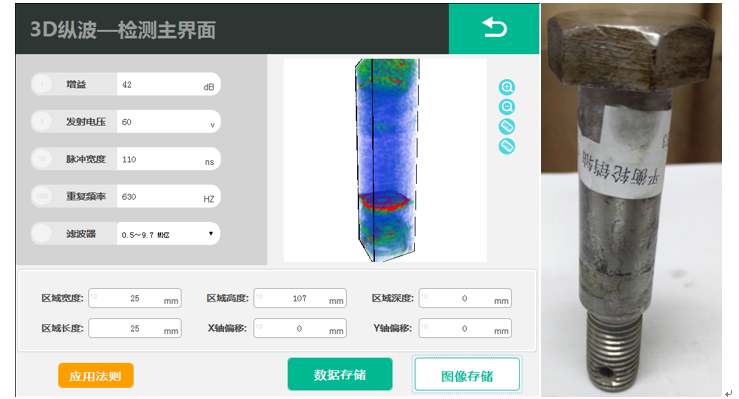
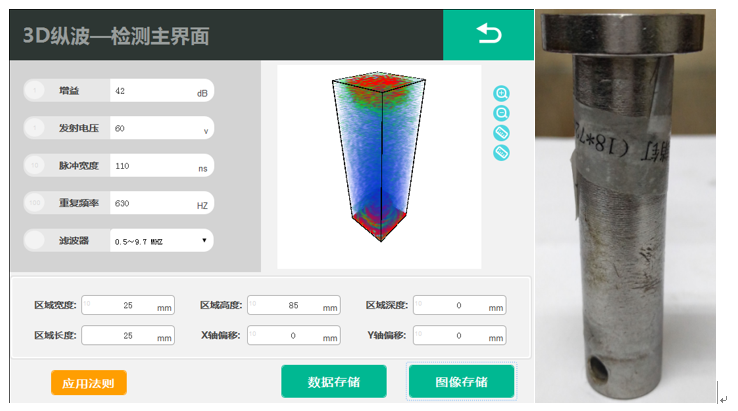
3)平衡轮连接销钉——人工缺陷
4)下锚支架连接销钉——人工缺陷
5)平衡轮销轴——人工缺陷

6)下锚支架连接销钉——无缺陷

7)平衡轮销轴——无缺陷
8)平衡轮连接销钉1——无缺陷
9)平衡轮连接销钉6——自然缺陷
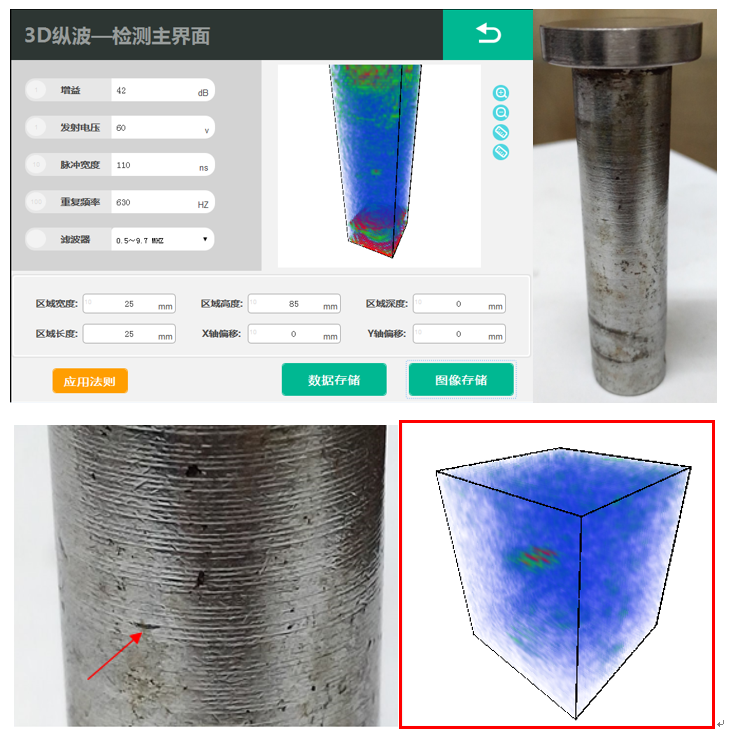
10)平衡轮连接销钉2——自然缺陷
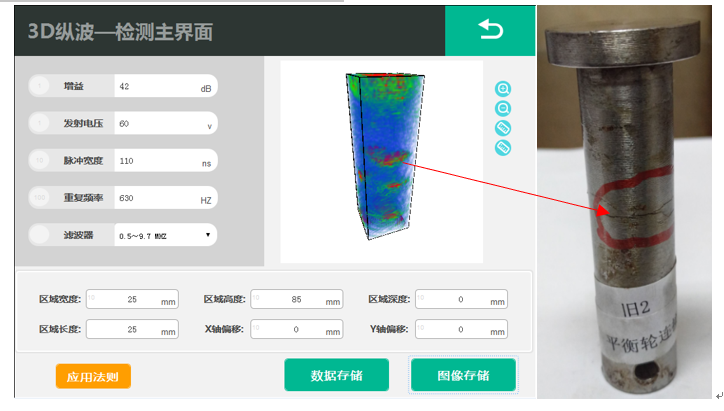
11)平衡轮连接销钉3——自然缺陷
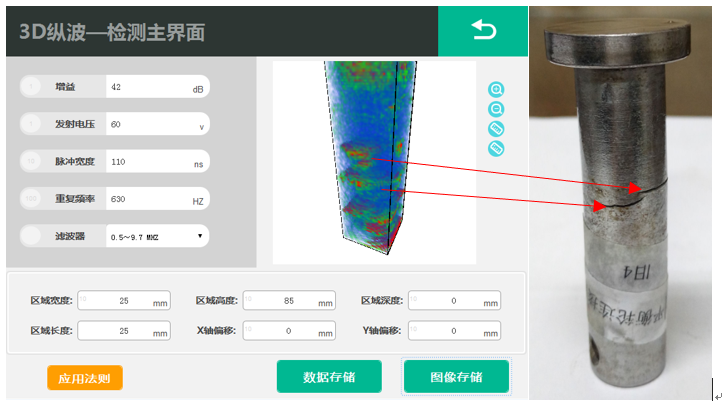
13)平衡轮连接销钉4——自然缺陷
14)平衡轮连接销钉5——自然缺陷
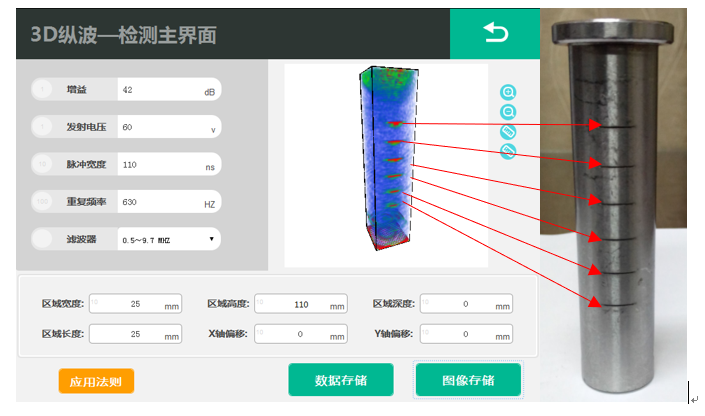
16)起重机回转机构高强螺栓——人工缺陷
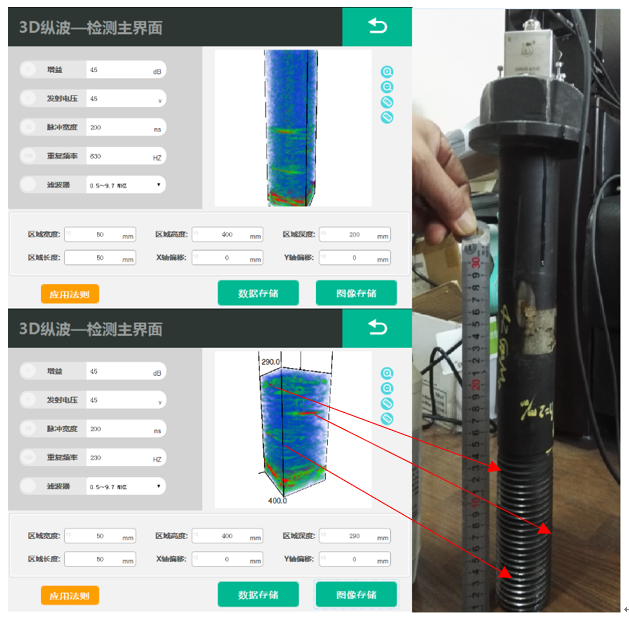
螺栓长度400mm,直径50mm。在深度为300mm、320mm、340mm周向间隔120°的螺纹底部分别加工了3个2mm深人工线切割裂纹。