How to quickly and accurately inspect duplex stainless steel welds? Show off your skills in ultrasonic phased array detection!
双相不锈钢具有奥氏体和铁素体的双相组织,而且单相含量一般都大于30%,兼有奥氏体和铁素体不锈钢的特点,并且在塑性、韧性、耐腐蚀性等方面都“青出于蓝而胜于蓝”。
双相不锈钢焊缝的无损检测
射线检测
目前在海洋石油天然气平台的建造过程中,通常采用传统的射线检测方法检测双相不锈钢焊缝的内部缺陷。射线检测技术比较成熟,在工程项目的应用中属于稳定且保守的检测方法;但射线检测也存在“致命”的缺点——电离辐射,因此射线作业必须在隔离的条件下进行,在周边一定区域内不允许有其他任何施工人员;尤其是管线工作进入安装阶段后,射线检测往往难以实现中心曝光,导致检验效率低下,严重影响项目进度。
超声检测
超声检测也是针对焊缝内部缺陷的传统检测方法之一,并且对坡口未熔合等高危面状缺陷较为敏感。但双相不锈钢焊缝及其邻近区域的晶粒较为粗大,声波能量衰减严重、信噪比差,甚至无法区分缺陷信号和杂波信号;另外,由于超声波检测对检测数据的可记录性差,且受人员技能水平的影响较大,在某种程度上制约了其在双相不锈钢管线焊缝中的应用。
超声相控阵检测
超声相控阵技术是传统超声检测的延伸应用,近年来发展迅速。在海洋工程项目中,超声相控阵检测低合金钢的方法越来越广泛。面对双相不锈钢焊缝的粗大晶粒时,为了提高声束的穿透能力,相控阵利用声束的可控性会生成一定角度范围的纵波。但由于受偏转能力的制约,为了实现焊缝内部和热影响区的声束有效覆盖,必须去除焊缝表面余高,使探头横跨在焊缝上扫查。但去除余高后的焊缝表面粗糙度较大,耦合探头时在声束初始位置(约2~3mm)有较为强烈的耦合信号,此信号可能会掩盖上表面区域的缺陷,存在漏检风险;另外此工艺需要多次扫查,检验效率不高。
Schematic of Clutter Coupling Across Welds
Detection process based on TRL probe
Detection object
The welding seam specification of the inspected pipeline is 450mm in diameter and 14.27mm in wall thickness. The "V" groove argon arc welding method is used, and the material is duplex stainless steel (grade S31803).
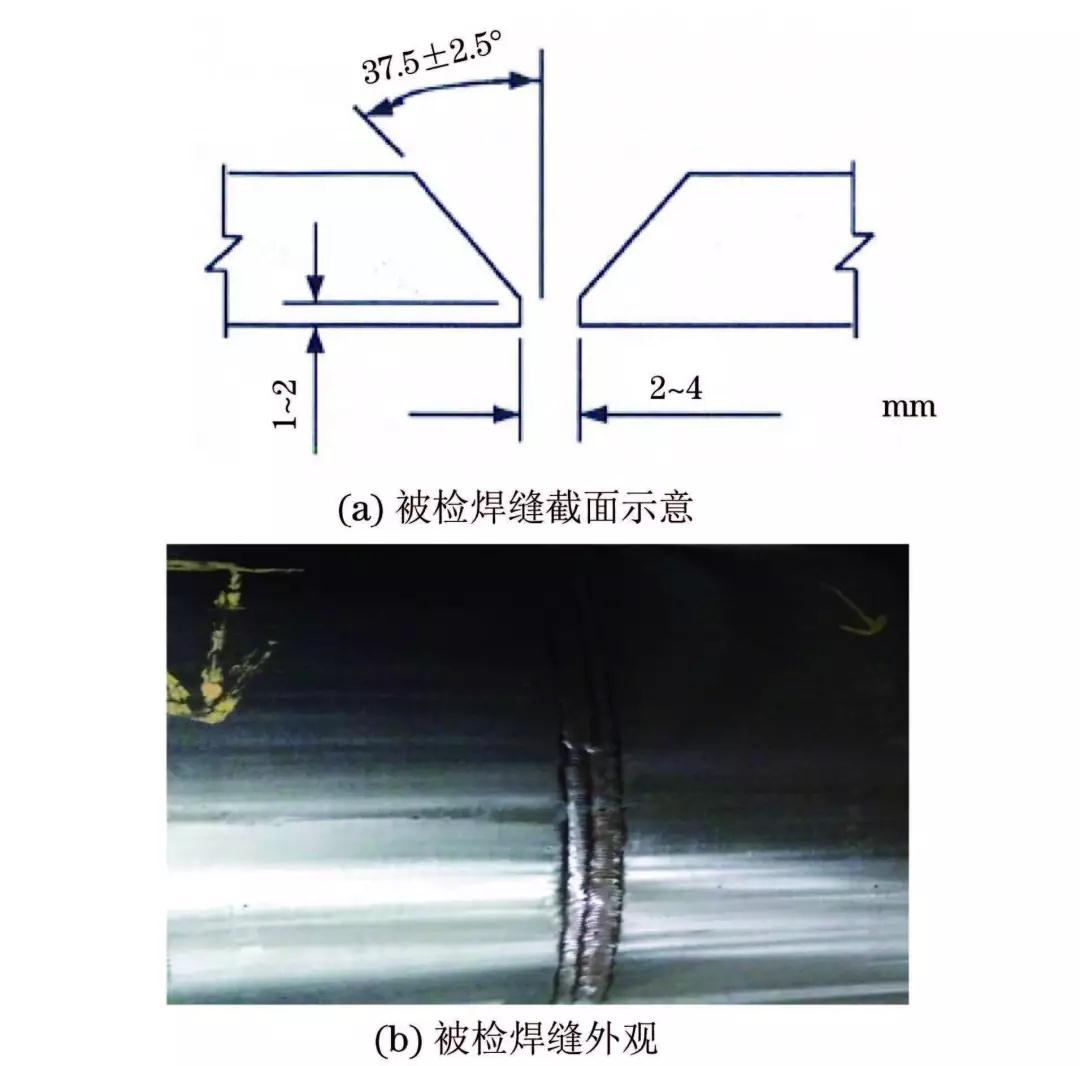
Section diagram and appearance of the inspected weld seam
Characteristics of TRL probe
DMA (short for Dual Matrix Array) is a two-dimensional matrix phased array probe belonging to the TRL (longitudinal wave one transmit one receive) series, which can significantly improve the penetration ability and signal-to-noise ratio of sound beams, mainly due to the following advantages of this probe:
1. Adopting low-frequency longitudinal wave mode
2. Adopting a one send one receive mode
3. The wedge size is small, and the energy loss of sound waves in the wedge is relatively small

Appearance of DMA probe wedge
Sound beam simulation and detection process
The phased array detection area should include the interior of the weld seam, the heat affected zone, and its adjacent areas. To ensure that the sound beam effectively covers the inspected area, it is necessary to simulate the propagation of the sound beam to determine and optimize the ultrasonic phased array detection process. The SetupBuilder acoustic beam simulation software is simple and practical. Based on theoretical acoustic formulas, it guides the setting of detection process parameters by calculating and simulating the beam coverage generated by various types of transducers under specific process settings.
nd acoustic beam simulation, taking into account the directionality of incomplete fusion in the groove, the detection process was determined to use DMA probes as the main method for single-sided and double-sided sector scanning, supplemented by low-frequency linear array probes for transverse wave detection.
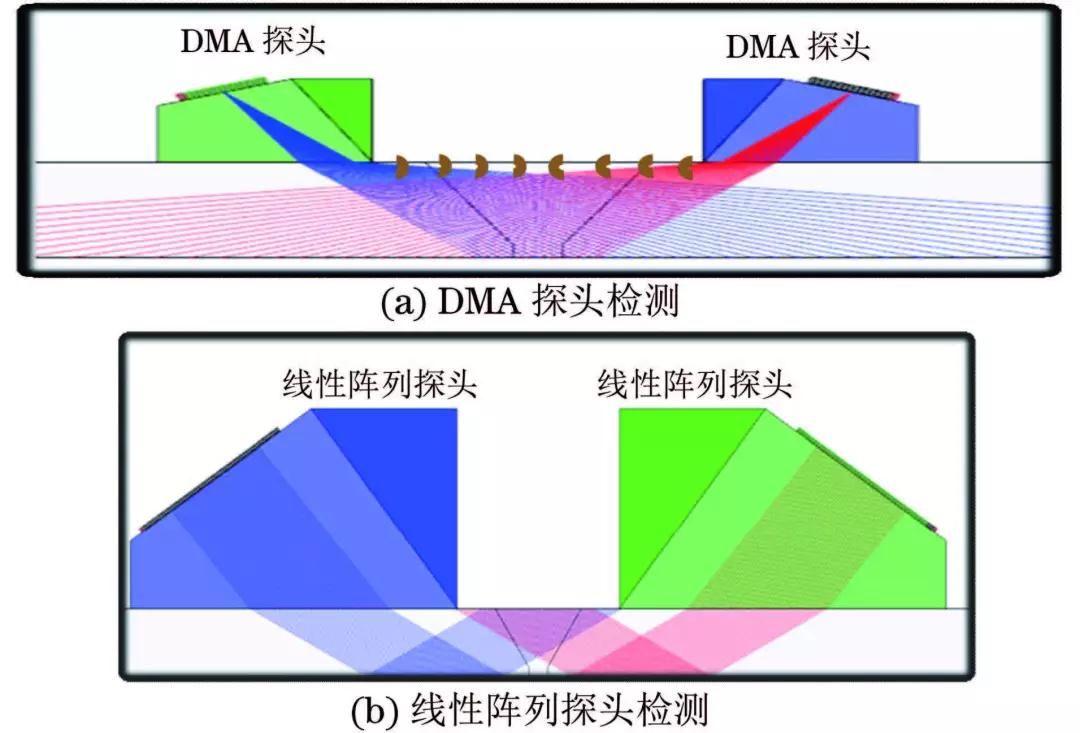
Schematic diagram of DMA probe and linear array probe detection process
Process certification
To ensure the reliability of the process, process certification is conducted on the demonstration test block with defects to ensure that all defects in the demonstration test block can be effectively detected, and the size and position of the detection can match the actual situation.
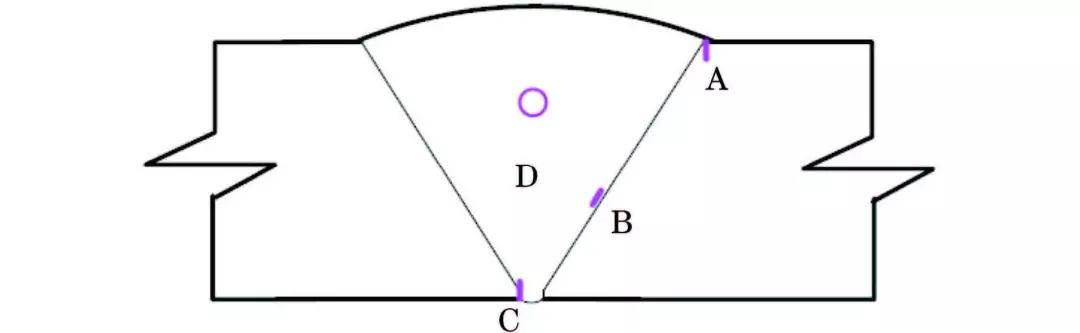
Demonstration block structure diagram
In order to simulate the actual state of the inspected weld seam more realistically, the material of the demonstration block is directly cut from the inspected pipeline and welded according to the welding process of the inspected weld seam. In the above figure, A is the surface groove used to simulate surface defects such as weld toe cracks; B is the groove at the groove, used to simulate surface defects such as incomplete fusion in the internal groove of the weld seam; C is the root groove used to simulate defects at the root; D is the internal hole of the weld seam, used to simulate volumetric defects such as pores and slag inclusions inside the weld seam.
The experiment uses the Olympus OMNISCAN MX2 ultrasonic phased array detector, which sequentially calibrates the sound speed, wedge delay, angle calibration gain, and TCG (depth compensation) curve. Suitable encoders and scanning frames are installed, and the scanning process is followed to scan and save the data.
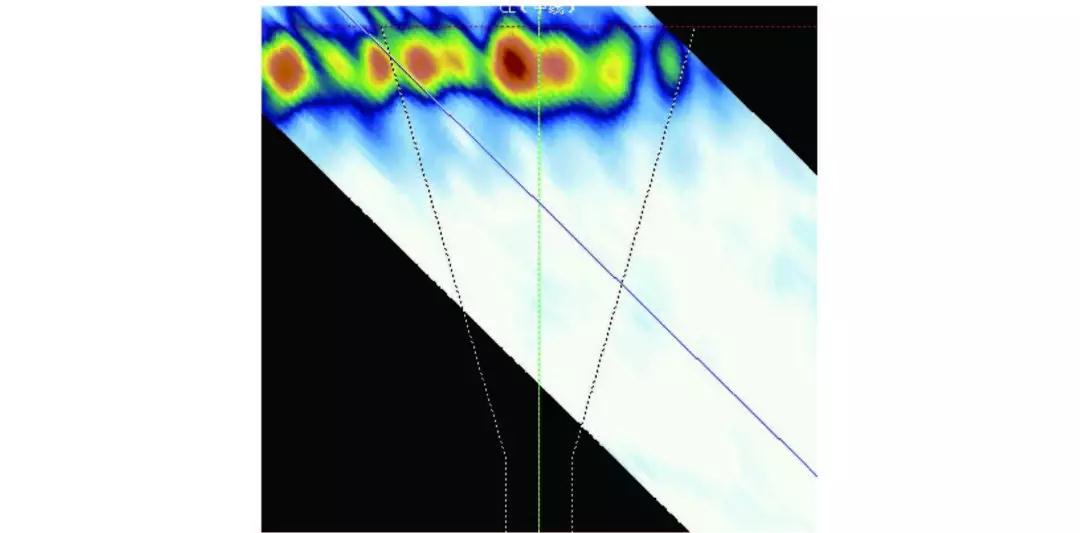
The results show that the detection process can effectively detect all defects in the test block, and the positioning and quantitative results are basically consistent with the actual values, indicating that the process is feasible within the allowable error range.
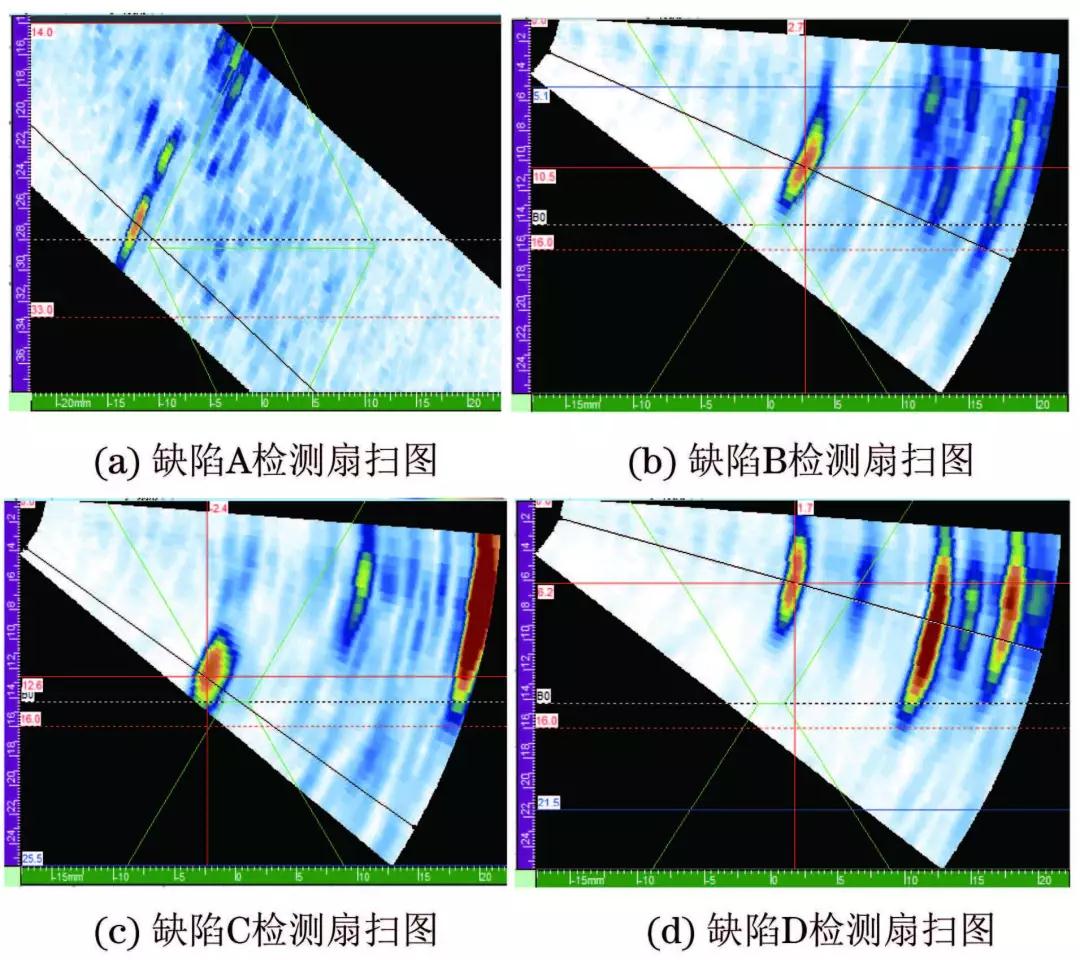
Demonstration block ultrasonic phased array detection effect diagram
Field application
During the application of ultrasonic phased array testing technology to replace traditional radiographic testing in a liquefied natural gas (LNG) pipeline, a defect of approximately 50mm in length was found at the root of a certain weld seam.

On site phased array detection results
During the removal of the pipeline near the welding junction, it was visually observed that one side of the root was not fused, and its length was measured to be approximately 48mm.

Actual appearance of defects
The visual results and phased array detection results are almost identical, further verifying the effectiveness and reliability of the process.
Conclusion:
The detection process based on DMA probes can effectively detect duplex stainless steel welds and effectively solve the shortcomings of traditional detection methods and processes. In multiple ocean engineering projects, using this testing process as a substitute for radiographic testing can make significant contributions to project progress while ensuring engineering quality, and has significant application value.







